



Изготовление планетарного редуктора, чтобы содрать побольше денег
Хеллоу, геноссен. Сегодня у нас планетарка для какого-то микроэкскаватора. Вот такое вот получилось в итоге:

Картинка для привлечения внимания: готовый собранный редуктор.
Вощем, дело было как. Сперва ты покупаешь японский мини-экскаватор и используешь его, радуясь жизни и деньгам. А потом экскаватор ломается, а в стране "кажется что-то случилось" и запчастей больше не достать. Не, ну предвосхищая бурю эмоций - можно, разумеется, купить через Казахстан. Но это будет в три раза дороже и неясно когда. А простой экскаватора - это прям существенные деньги. Порядка 30-50 тыщ в сутки. Короче, заказчик хочет вытряхнуть останки и сделать лучше и новое.
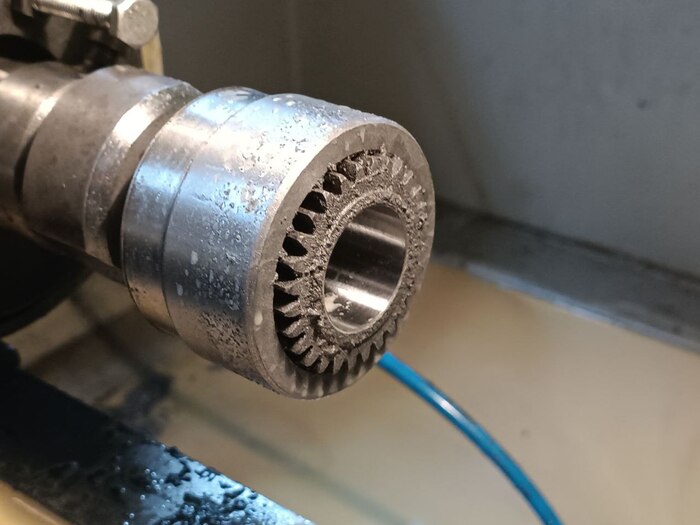
Останки вот:

Нуок, чо. В принципе, всё же просто. Берём болванку из 30ХГСА и точим. Попутно получая парик Мальвины.

После точки вышло так:

Теперь настраиваю немецкий зубофрезерный станок высокого класса точности (Pfauter RS-00) с помощью оптического коллиматора КО-1 (ща в камментах будет кококо, что оптика избыточна, лишь бы денег побольше содрать! Но он у меня есть. И с его помощзью угол будет точным, а не примерным)
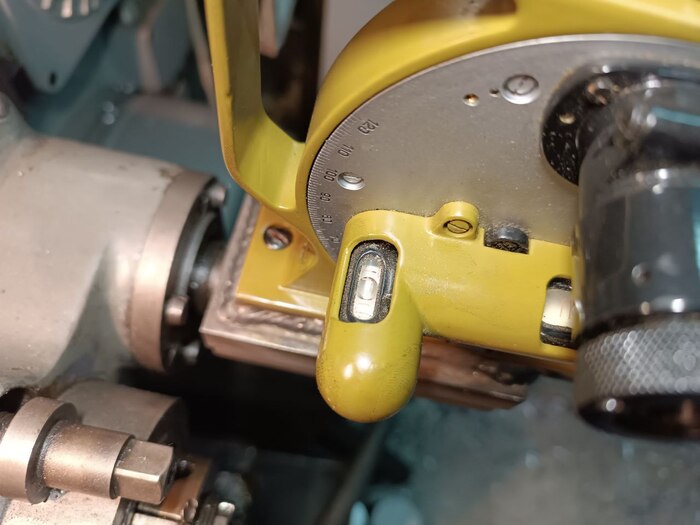
Ну прям ваще точным:

И, собсна, режу зубки. Потому что если не я, то кто?
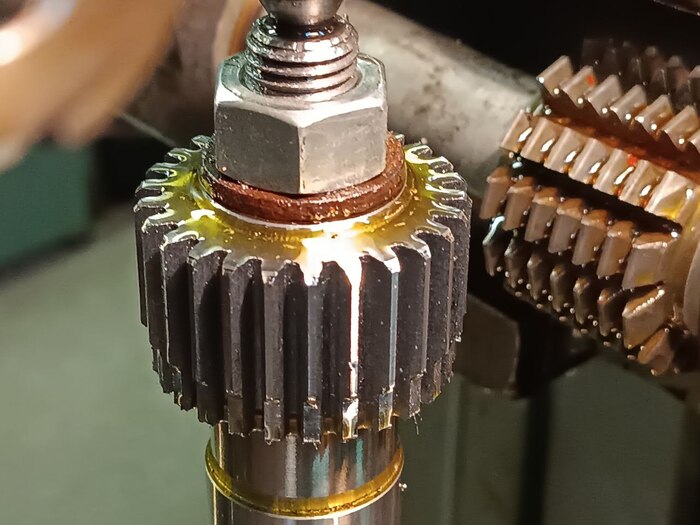
Снизу обнижение - это так по заводу. Не спрашивайте зачем. Если отмотать вверх, там на останках заводской - тоже такое же. Окей. Теперь надобно подвергнуть полученное термообработке.

Негрошестерни ооочень хороши. Но не то. Дело в том, что саттелиты сидят на игольчатых подшипниках. Т.е. ось саттелита является одновременно поверхностью обкатки роликов подша, как будто бы она - внутренняя обойма. А внутренний диаметр саттелита является внешней обоймой. Т.е. он болжен иметь высокие показатели цилиндричности, округлости и чистоты поверзности. А значит - его надо шлифовать. Более того, весь этот пакет саттелитов сверху и снизу накрыл железяками. Т.е. высота шестерней обязана быть одинакова. Иначе при прикручивании верхнего диска у нас что-то может перекосить. Но, разумеется, было бы достаточно зачухать шкуркой на палке, а это всё - лишь бы деньжищ содрать. :)
Нуок. Сперва - плоская шлифовка всей кучи шестерёнок. Шлифование выполняет станок Jotes SPD-30B.
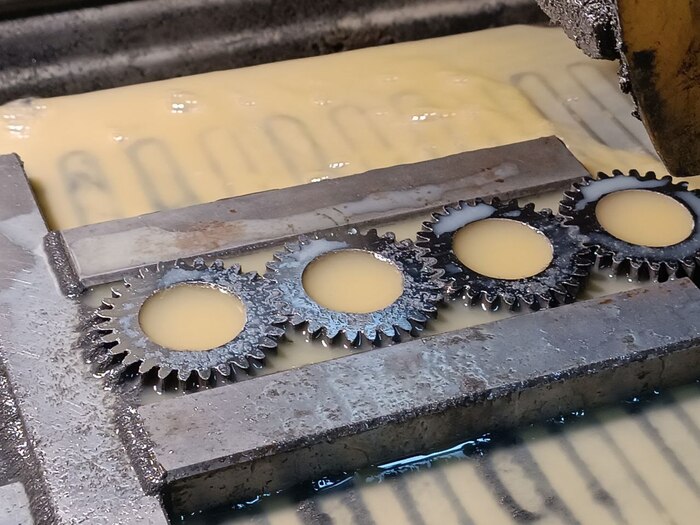
СОЖ бы поменять пора... несвежая какая-то.
А теперь переходим на внутреннюю часть. Для этого на немецком универсальном круглошлифовальном станке Heckert VMV 125\250 сперва делается оправка под запрессовку шестерни:
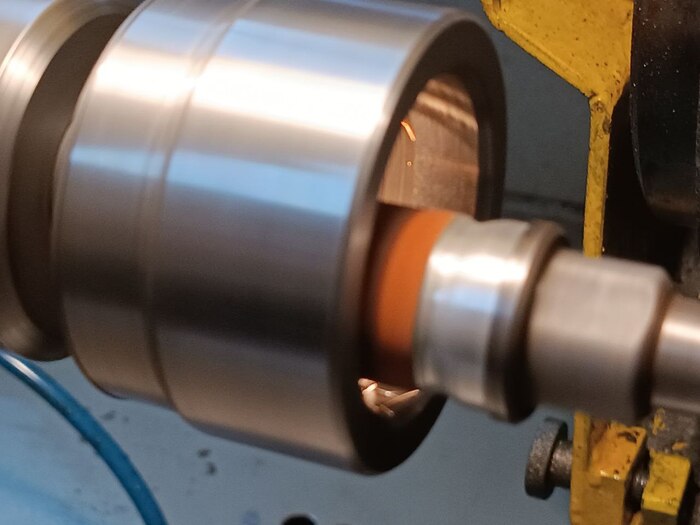
А потом производится внутренняя шлифовка самих сателлитов.
Ну и вот, такие сателлитики получились:
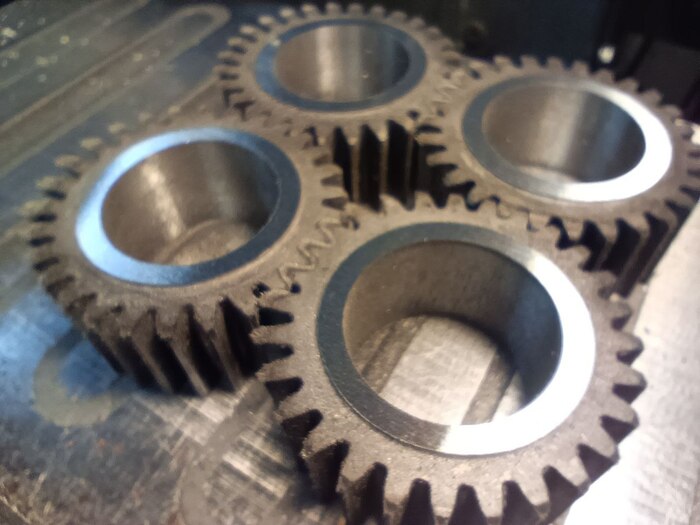
Центральную шестерню сделал точно так же. И схематично не показал. :)
Ясен пончик, что работать не будет. Несомненно, деньги слупил с заказчика зря, потому что всем известно, что пакистанцы, например, просто наварили бы и шлифанули болгаркой и ходило бы лучше оригинала. Но увы. Где пакистанцы, а где я... я, кстати, в телеге. Телега в профиле. Канал бодро-общительный и онлайн-описательный. Единственное, там, ребят, нет рекламы (кроме того, что сама телега пихает - тут уж сорян). Но тут уж извиняйте... скидочки на ноготочки, формирование инвестиционных портфелей и тому подобное вам порекомендуют в других местах. :)
Показать полностью
12


Меряем мир в сосисках!
Пройдя этот тест, вы узнаете, сколько нужно сосисок, чтобы спуститься по ним на дно Марианской впадины. А еще сколько их можно съесть, пока длится самый долгий в мире поцелуй. Не пропустите!


Переделка токарного станка в ЧПУ. Часть 2
Продолжаю переделывать токарный станок в ЧПУ. В новом видео: изготовление накладок и втулок, подготовку управляющих программ, изготовление рамы сервопривода, процесс установки всего добра на токарный станок.
Первая часть видео тут
Всем кому интересно, подписывайтесь на канал, будут рекомендации, советы, вопросы - пишите. Лайки, плюсы, "палец вверх" тоже за них отдельное спасибо. . В общем любые ваши действия и отклик, серьезно так помогают в мотивации.
Показать полностью
История развития фрезерных станков для металлообработки
Фрезерные станки являются одним из самых важных и распространенных инструментов в металлообработке. Эти машины используются для создания сложных форм и деталей, которые невозможно произвести другими методами. В данной статье мы рассмотрим историю развития фрезерных станков, от их возникновения до современных технологий.
Ранние этапы развития
1. Начало XIX века
Первый фрезерный станок был создан в начале XIX века. Его изобретателем считается американский инженер Илай Уитни, известный своими разработками в области производства оружия. В 1818 году он представил первый фрезерный станок, предназначенный для массового производства деталей огнестрельного оружия. Этот станок использовал вращающийся режущий инструмент для удаления материала с поверхности заготовки, что позволяло создавать детали с высокой точностью.
2. Средина XIX века
В 1848 году Элиас Хау придумал первый автоматический фрезерный станок. Его изобретение позволило значительно ускорить процесс обработки металлов и повысить точность производства. В этот период фрезерные станки начали активно использоваться в различных отраслях промышленности, включая машиностроение и производство инструментов.
Переход к массовому производству
1. Конец XIX - начало XX века
С развитием промышленной революции потребность в высокоточных и эффективных станках возросла. В этот период были созданы первые универсальные фрезерные станки, которые могли выполнять широкий спектр операций. Одним из ключевых событий стало изобретение компании Brown & Sharpe в 1861 году горизонтального фрезерного станка с линейными направляющими, который стал стандартом для большинства фрезерных операций.
2. Введение ЧПУ
В 1950-х годах произошел значительный прорыв в развитии фрезерных станков с введением числового программного управления (ЧПУ). Первые ЧПУ-станки были разработаны компанией MIT (Массачусетский технологический институт) и использовали перфокарты для программирования. Эти станки позволяли автоматизировать процесс обработки, что значительно увеличило производительность и точность.
Современные технологии
1. Компьютерное числовое управление (CNC)
В 1970-х годах на смену перфокартам пришли компьютеры, и появились первые CNC (Computer Numerical Control) фрезерные станки. Они использовали компьютеры для программирования и управления движением инструмента. Это позволило значительно упростить процесс программирования и сделать его более гибким.
2. 3D фрезерование
Современные фрезерные станки могут выполнять трехмерное фрезерование, что позволяет создавать детали сложной формы с высокой точностью. 3D фрезерование используется в авиационной, автомобильной, медицинской и других отраслях, где требуется производство высокоточных деталей.
3. Аддитивные технологии
Одним из последних достижений в области металлообработки является интеграция аддитивных технологий с традиционным фрезерованием. Такие гибридные станки могут не только удалять материал, но и добавлять его, что открывает новые возможности для производства сложных деталей.
Заключение
История развития фрезерных станков для металлообработки насчитывает более двух веков. С момента создания первого станка Илаем Уитни до современных CNC и 3D фрезерных станков, эта техника прошла долгий путь развития. Современные технологии позволяют создавать детали с невиданной ранее точностью и эффективностью, открывая новые горизонты для различных отраслей промышленности.
Фрезерные станки продолжают развиваться, и можно ожидать, что в будущем они станут еще более совершенными, гибкими и универсальными, способными удовлетворить самые сложные требования современного производства.
Показать полностью
1

Новый фрезерный станок "Саста" российского производства

Оборудование произведено в России, на нашем станкостроительном заводе "Саста", расположенном в городе Сасово, Рязанской области. Основные станочные узлы произведены на нашем предприятии: отлиты в собственной литейке, обработаны в собственном механическом цеху, собраны руками наших специалистов.

Этот станок широко применим на машиностроительных заводах и предприятиях ОПК. Предназначен для силовой обработки, в том числе тяжелых металлов.
Широкие мощные направляющие скольжения. Большой рабочий стол 1500х660 мм с максимальной нагрузкой до 1200 кг.

Силовой шпиндель с конусом ISO50 с шестеренчатой коробкой скоростей и станцией охлаждения. Мощный привод шпинделя – 18,5/22 кВт.

Большой магазин инструмента – до 32 позиций.

Систему ЧПУ на данное оборудование устанавливаем иностранную - HNC808 (Китай).

Показать полностью
6

Затраты, объёмы, прибыль (ч.36)
Маша взяла салфетку и начала копаться в сумке в поисках ручки. Батый спешно схватил свой портфель, выхватил дорогой Паркер и услужливо протянул девушке, склонив голову.
- К вашим услугам, моя королева.
- Спасибо! Как я уже говорила, все видят в P&L статьи доходов и расходов. Ну а что дальше? Что с этим делать? Правильно - обычно, в погоне за повышением прибыли все стараются максимальное внимание уделять затратам. По принципу – сэкономленные деньги – заработанные деньги.
- А разве это плохо? – удивился Саня, отпивая виски.
- Конечно, хорошо. С этим определённо нужно работать! Однако, часто эта экономия приобретает какие-то немыслимые формы: служебные записки на каждый болт, согласование любой мелочи с генеральным, увольнение «дорогих» квалифицированных сотрудников и замена их «дешёвыми». Ну и так далее…
- Да, такой маразм часто встречается. А что нужно делать?
- Правильнее максимально прикладывать усилия на доходную часть. Не забывая о затратах, конечно.
- Давайте за это выпьем! – Батый был уже изрядно весел. – За баланс! Чтобы увеличение наших доходов приводило к снижению наших расходов. Ура!
- Такого не бывает, - Саня протянул бокал и чокнулся со всеми. – Это невозможно.
- «Я знаю точно невозможное возможнооооо», - пропел Антон. – Маша… покажи ему.
- Частично это, действительно справедливо, - отозвалась девушка. – Давайте посмотрим на всё это под другим углом.
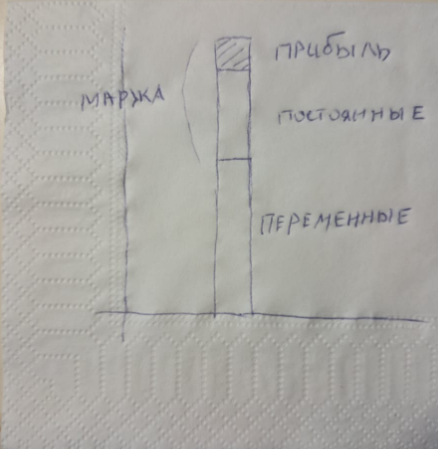
Она щёлкнула ручкой и нарисовала на салфетке узкий высокий столбик в координатных осях.
- Это цена нашего продукта, которую нам платят клиенты. По сути – это и есть наша доходная часть. Понятно?
- Ну разумеется!
- Эта цена должна покрывать наши постоянные, - Маша отчеркнула больше половины столбика, - и переменные расходы, - ещё часть столбика оказалась отсечённой. – То, что остаётся сверху – это наша прибыль. Ну это если упрощённо. Должно быть ясно, так?
- Что-то какая-то маленькая прибыль, - сказал Саня, глядя на маленький квадратик на вершине столбика. – Так особо не заработаешь… А как его увеличить?
- Вот в этом и есть главный вопрос. Молодец!
- Ну тут опять же всё просто, - встрял Батый. – Нам нужно верхнюю границы кубика поднимать вверх, а нижнюю - опускать вниз. Я же говорю – повышать доходы и снижать расходы. Чего проще то?
- Погоди! – Саня напряжённо думал. – Согласен, что границы нужно двигать вверх и вниз. Напомни, пожалуйста, что такое переменные и постоянные расходы?
- Это совсем просто. Переменные – это те затраты, которые зависят от объёма выпуска продукции. Например, сырьё, расходники, энергия. Постоянные – это то, что мы тратим независимо от того – работает производство или нет. Это может быть аренда, зарплата управленческого персонала, амортизация, налоги, ремонт и так далее. Ничего сложного...
- Да. Сейчас всё ясно. Уменьшать переменные затраты можно, прогибая поставщиков на лучшие цены. Тут закупщики играют ключевую роль. На постоянные мы, как производство, вообще повлиять практически не можем. Так в чём же наша польза?
Маша тяжело вздохнула и жалобно посмотрела на Батыя. Тот участливо улыбнулся и подбадривающе кивнул. Саня стало немного стыдно.
- Погодите, погодите. Я, кажется, начинаю понимать. Мы можем сырья меньше тратить, за нормами расхода следить, отход уменьшать, расходники на контроле держать. Точно! Непросто так меня на отчёте за эти показатели дерут как Сидорову козу. Теперь я понял.
- Молодец! – Батый снова поднял бокал. Саня счастливо заулыбался. Ему было крайне неприятно чувствовать себя каким-то отсталым. Радовало то, что пазлы потихоньку начали складываться в какую-то картину. Он с удовольствием выпил.
- Так, с этим понятно. Но с постоянными тогда вообще никак нельзя бороться?
- Очень даже можно! И это, на мой взгляд, почти самое важное!
- Почти?
- Да. Почти. О самом важном позже. Ты сказал, что с тебя спрашивают за нормы, отход, расходники. А ещё за что? – Маша, казалось, начала получать удовольствие от подобного коучинга.
Саня задумался. Мысли сложно собирались в кучу. Наверное, потому, что день сегодня был очень насыщенный. Информации много. Да и алкоголь особо не помогал остроте ума. Пауза затянулась. Но тут до него дошло…
- За план, конечно же, - не дал ответить Сане Батый.
- Блин, точно. Самое главное забыл…
- Зачем, ты думаешь, от тебя хотят больше объёмов?
- Ну это и ежу понятно. Больше сделаем, больше продадим.
- Это верно. Но это не всё. Что ещё?
Саня опять завис.
- Я знаю, я знаю, - начал трясти рукой Антон, словно школьник за партой. – Можно я, можно я, Мария Андреевна?
- Да погоди, - улыбнулась Маша. – Дай человеку подумать. Лучше виски закажи, а то он у вас закончился уже.
- У меня есть идея получше, - хитро заулыбался Батый. – Ща…
Он встал и направился к барной стойке. Девушка повернулась к Сане.
- Ну? Есть идеи? Вспомни – мы говорили о постоянных затратах, наличие которых не зависит от объёма выпущенной продукции. Так зачем нам производить больше?
Саня молчал, напряжённо думая.
- Смотри, - Маша пододвинула к нему салфетку. – Представим, что это столбик мы нарисовали для одной единицы вашей продукции. Вы в месяц производите 1000 штук. Вот это – переменные затраты (Маша показала на нижнюю часть столбика). То, сколько мы потратили сырья на это изделие. Вот это – постоянные затраты (ручка скользнула на вторую часть). Но это же не сырьё. Эти затраты не участвуют в производстве продукта в физическом смысле. Как их заложить в цену одной единицы?
- Ну это понятно. Надо все затраты за месяц поделить на тысячу штук. Ааааааа, - радостно вскрикнул Саня. – Наконец-то дошло. Если мы будем производить 1200 штук, то этот столбик уменьшиться, потянув вниз нижнюю границу кубика прибыли! То есть мы должны начать производить больше теми же ресурсами. Другими словами, нам нужно поднимать производительность!
- Браво! – восхищённо зааплодировала Маша. – Ты молодец! С этим тебе как раз Рыскарь помогает. Тебе точно прямая дорога в Клан Растущих!
- Что?
- Что?
Саня внимательно смотрел на девушку, которая делала вид, что ничего не поняла. В этот момент подошёл Батый, неся на подносе три маленькие стопочки, в которых был напиток, налитый тремя разноцветными слоями.
- Что это? – ужаснулся Саня. – Опять что-то мешать?
- Не ссы! Это нас отрезвит. Я тебе, как доктор говорю. Б52. Вещь! Ну что? Вы разобрались?
- Конечно! – улыбнулась Маша. – Он сам до всего дошёл.
- Ну тогда за интеллект! – Батый махнул официантке. Та подбежала и быстро подожгла каждую из стопок. Яркое синее пламя затрепетало над поверхностью жидкости.
- Поехали! – Антон схватил соломинку и, опустив её на дно стакана, быстро выпил. Саня не успел ни о чём подумать, когда понял, что сделал тоже самое. Мария от этого экстрима воздержалась. Жидкость обдала внутренности приятным теплом. Саня уже с трудом соображал, но одна мысль не давала ему покоя.
- Так! Минуточку! – он вытянул указательный палец вверх. – А как же нам поднять верхнюю границу прибыли? Поднимать цены? Это уже твоя задача, мой добрый друг, - палец медленно указал на Батыя. – Не так ли?
- Поднимешь тут с вами, ага… Если бы это было так просто.
- Вот. А теперь мы дошли до самого главного! - Мария довольно улыбнулась
Продолжение следует…
Читать сначала: https://sanya-davay.tilda.ws/
Показать полностью
1
А почему так дооооорого? (с)
Добрейшего денёчка, уважаемые. Я понимаю, что скорее всего набигут любители услуг за три копейки и начнут пузыриться хейтом, но тем не менее, разрешите отрекомендоваться: я - рвач. :) Ну да, тот самый слесаришка, который не хочет работать за три копейки и дерёт с трудового народа деньжищщи за всякую мелочь.
Приходит, значит, ко мне заказчик и показывает вот это:

Что же это такое? Оказывается, это муфта, соединяющая вентиль и само запорное устройство (ну типа шаровый кран). Заказчик сделал ремонт в ванной, поставил какой-то гипсокартон и теперь у него штатная муфта коротковата. Он её отнёс к Мастеру, который месяц ебал мозги и родил нечто. Т.е. распилил его муфточку на эрозии, сделал проставку и... и всё. На этом мастер потерял интерес к работе. Да ещё и длина проставки оказалась больше чем нужно. Нужно было 7мм, а получилось 10. И теперь заказчик хочет сделать с этим что-нибудь, потому что все отказываются и продолжать работу за Мастером и делать новую муфточку.
Вообще, мне не ясно, что дальше планировалось делать. Склеить? Спаять? Просверлить отверстия и вкрутить поперёк винтики? Непонятно. Но понятно, почему все отказываются делать такую новую. А чем и как промерить шлицы? Т.е. это же не под напрессовку, где если что - нагреть можно и как-нибудь затолкать. Муфта садится на капролоновый поводок. Т.е. вариантов приклеить или там насадить на прессовую посадку особо и нет. Ща прогрессивная общественность скажет - положил делать на сканер и... Простите, лиловые хуи.

Не знаю, кто как, а я по такому изображению построить нормально шлицевую не сумею. Да и просто не вижу смысла в такой "работе". Однако, у меня есть то, его нет ни у кого. Большой Проектор. Интереснейшее измерительно-сравнительное устройство на начало-середину прошлого века. Кинул штучку на предметный стол (да-да, кто имел дело с измерительными микроскопами, узнает. Такие же столики на ММИ и БМИ):


Получил увеличенное в 50 раз изображение на рабочий стол. И тупо обвёл его ручкой. А уже масштаб 50:1 - на сканер.

Согласитесь, с таким размерчиком работать поудобнее? :)
Ну и после непродолжительных ласк в САПРе получаю модель:

Дальше уже совсем просто. На токарном из прутка латуньки точнул бобышку и просверлил её по центру, заготовку поставил на эрозию и давай жогово делать:

Ну и в результате - нормальная муфточка:

И посадка приятная. Не тугая, но и не болтается. Прям вот только-только чтобы под своим весом не сваливалась:

А теперь - самое интересное. ЗА ЧТО ТУТ ЦЕЛЫХ ШЕСТЬ ТЫСЯЧ!!!!???? Да хрен его знает. В принципе же в каждом гараже стоит микроскоп на полтонны весом, выпущенный в количестве менее 2000 штук за всё существование СССР. В каждом гараже есть токарник и проволочно-вырезная электроэрозия. И самое главное, совершенно точно, любой бы справился с такой задачей, просто у него оборудования нету. :) :)
Резонный вопрос. А как же оно делается на заводе, чтобы не стоить столько денег. Да тоже просто. Сверлится центральное отверстие, а потом протягивается протяжка на 40 зубов. На автоматизированной линии протяжка такой муфты занимает примерно полминуты. Потому и ценник не высокий. А когда в индивидуальном порядке - извините, но вот так.
Да, разумеется, можно было бы напечатать на тридэпринтере, или запихать куски предыдущей муфты в трубку и опаять, или допилить эту вставочку и использовать. Но, простите, у меня нет желания сделать как-нибудь, лишь бы подешевле. Я ж не пакистанец. Я стараюсь делать хорошо. А хорошо - не дёшево.
П.С. если чо, весь это металлизм в режиме онлайн происходит в телеге, ссылка в профиле. Только это, ребят, прошу понять и простить... канальчик некоммерческий, поэтому там рекламы нет. Сорян.
Показать полностью
9