Начинаю делать небольшую серию детских игровых мечей от совсем маленьких и легких до больших и потяжелее. Использовала в их изготовлении деревянные заготовки лиственных пород: липу, клен, вяз и яблоню.
Использовала в их изготовлении деревянные заготовки лиственных пород: липу, клен, вяз и яблоню. Покрытие - льняное масло с пчелиным воском.
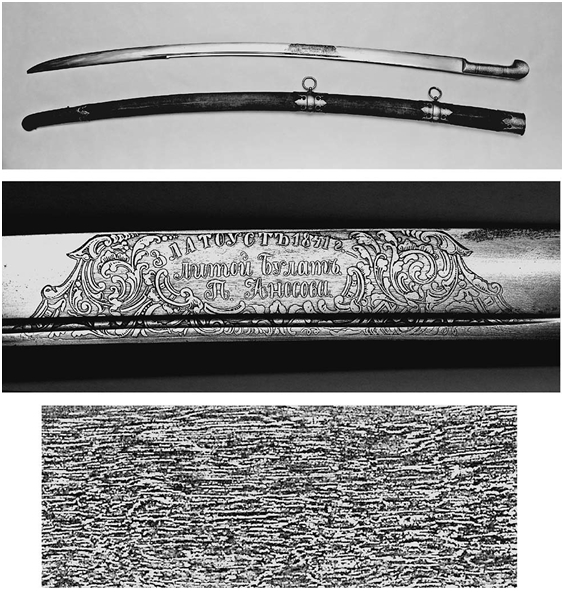
«Булатами называется всякая сталь, имеющая узорчатую поверхность; на некоторых булатах узор виден непосредственно после полировки, а на других не прежде, как поверхность ее подвергнется действию какой-либо слабой кислоты. Сок растений или уксус, приготовляемый из пива, может заменить кислоту. Обнаруживание узоров называется вытравкою». ( П.П. Аносов. Горный журнал. 1841. Часть 1. Кн. 2. С 157-245).
Можно ли в одной толстой книге уместить тысячелетнюю историю какого-нибудь ремесла, например, гончарного дела? Нет, конечно, если мы хотим разобраться в этой истории досконально. А для этого придется написать десятки, а может и сотни работ, предварительно изучив (а лучше изготовив) великое множество технологий и артефактов.
Если вы с этим согласны, то представьте, какой сложности передо мной стоит сейчас задача – уместить в нескольких статьях вырванную из истории металлургии страницу длиной более тысячи лет. И это было бы еще несложной задачей, если бы эта история не была замещена солянкой из заблуждений, домыслов, мифов, наглого вранья и откровенного бреда.
Поэтому, мне придется не спеша продраться через дебри ложных представлений, которые за столетия проросли и надежно укоренились в головах людей. Продраться, чтобы если и не до конца объяснить, то хотя бы дать небольшое представление о том, что же такое есть этот «булат» о котором столько говорят, но мало что в нем понимают.
«Но опытный в выборе булатных изделий азиатец не ошибется в достоинстве без пробы, и, увидев кого-либо усиливающегося распознать достоинство вещи, например, сабли, кинжала, ножа, рубкой по железу или слесарской пилой, наверное улыбнется, ибо твердость может быть условна и зависеть от степени закалки. Если булат надлежащим образом вытравлен, то пробы излишни; без них видно: вязок или хрупок, тверд или мягок, упруг или слаб, остр или туп металл». ( П.П. Аносов. Горный журнал. 1841. Часть 1. Кн. 2. С 157-245).
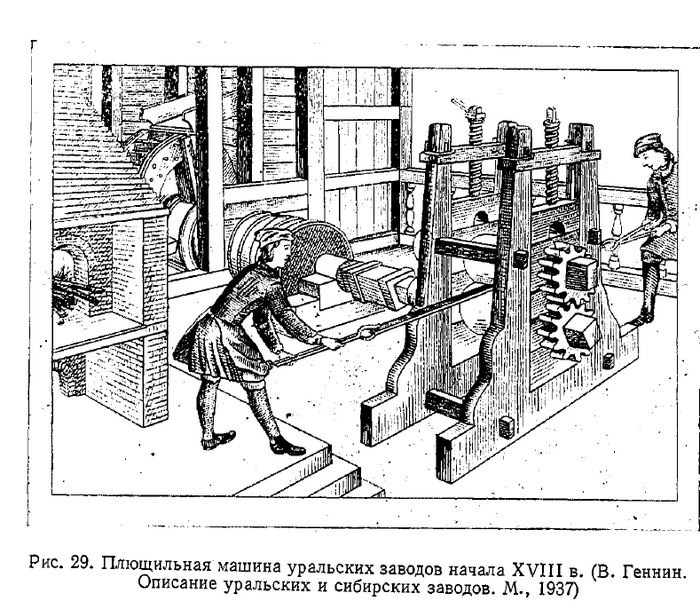
Клинок и структура булатного клинка Аносова
Если вы желаете стать как тот азиатец и не ошибиться выбирая нож из булата где-нибудь на ножевой выставке-продаже, прочитайте внимательно все то, что я напишу ниже. Тогда, возможно, вы, снисходительно улыбнувшись и небрежным жестом стряхнув с ушей лапшу, которую навешивает вам на уши продавец булатов, пройдете к стендам с изделиями из современных сталей. А может, совсем наоборот, задержитесь у какого-нибудь стола и, не сомневаясь нисколько, отдадите свои деньги за темный узорчатый клинок.
Начнем с истории, оставив пока в сторонке технологии, структуры, свойства. К ним, при желании читателя полностью разобраться в вопросе, мы постепенно придем, а пока чтобы закипели мозги и потрескались шаблоны, достаточно даже истории одного слова: «булат».
Вот это слово настолько все запутало в «вопросе булата», что от него лучше сразу отказаться и заменить на более древний синоним - «харалуг» или более поздний - «сталь». Со словом булат в России возникла некая путаница, так как слово стало определять два разных класса сталей, к тому же, узорчатый булат стали путать с дамаском. В странах Западной Европы и США такой путаницы, о которой чуть ниже, нет. Там узорчатый булат определяется термином вутц-сталь (wootz steel) то есть, сталь, полученная из слитка – вутца. В России же так сложилось, что:
«Под словом булат каждый россиянин привык понимать металл более твердый и острый, нежели обыкновенная сталь». ( П.П. Аносов. Горный журнал. 1841. Часть 1. Кн. 2. С 157-245).
А вот здесь наш российский металлург немного покривил душой. Чуть ранее тех лет под словом булат каждый россиянин привык понимать металл более твердый, чем обыкновенное железо. Персидский термин «poulad» «булат» на Руси, до того момента как его вытеснил немецкий - «stell», обозначал просто закаленную сталь.
В некоторых языках, осетинском, чеченском, казахском «болад» до сих пор и обозначает просто сталь. До булата закаленную сталь на Руси определял термин «харалуг», упомянутым всего пару раз за всю нашу письменную историю в "Слове о полку Игореве" и "Задонщине", причем вскользь: "Яръ туре Всеволодѣ! стоиши на борони, прыщеши на вои стрѣлами, гремлеши о шеломы мечи харалужными". И: "Ваю храбрая сердца в жестоцем харалузе скована, а в буести закалена".
Это устаревшее наверное уже в 16-17 веке слово можно найти в этимологическом словаре Рейфа Филиппа Ивановича на 1017 стр. второго тома между "характеристикой" и "хариусом", где и находятся потерянные народом "харалуг" и "харалужный", что, в переводе с французского значит "закаленная сталь".
Словарь Рейфа был выпущен в 1836г, что много раньше "Толкового словаря живого великорусского языка" (1861-1868) Даля. Но широкого распространения он не получил, по причине написания его для российской знати, слабо разбирающейся в русском языке, хотя и содержал в себе: "Сравнение славянских корней с корнями санскритскими, персидскими, греческими, латинскими, германскими, арабскими и еврейскими. Этимологию русских слов заимствованных их других языков, европейских и азиатских. Сверх слов общеупотребительного языка, технические термины... и великое число выражений и слов древних и новейших, простонародных и местных, не помещенных ни в один из словарей доныне выпущенных. Определения русских слов и разных их значений в прямом и переносных смыслах..." И т.д. и т.п. за что собственно и получил престижную " Полную премию Демидова".
Значит, нам сейчас нужно вычленить и отбросить то, что на Руси было просто сталью, но называлось красивым словом булат, и заострить внимание на том булате, который wootz steel, так как речь далее пойдет именно о нем, а не о сталях вообще.
Когда вы читаете Лермонтовские строки: «Люблю тебя, булатный мой кинжал, товарищ светлый и холодный…», то думаете, что речь идет о той исторической узорчатой wootz steel, хотя поэт имел в виду обычную сталь, заменив его уже в то время поэтичным, но устаревшим определением - булат. О чем собственно сразу прямо и указал: «светлый и холодный».
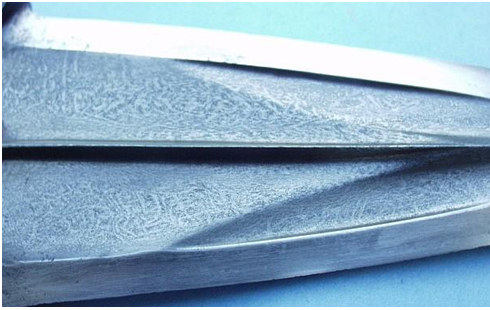
Булат (wootz steel), особенно высшие сорта, имеет очень темный цвет своей поверхности из-за вытравки – проявления узора. Проявление узора – это обязательная предпродажная подготовка клинка. Смотрите выше цитату про азиатца, который по узору определял свойства, прежде чем клинок купить.
Внимание! Булат травится не для красоты!
При желании, я вас тоже научу по узору определять сортность, а значит и свойства булата.
Далее у Лермонтова читаем: «Задумчивый грузин на месть тебя ковал..». Вообще не сохранилось в каких-то значимых количествах грузинского узорчатого булата, того самого wootz steel. Ходят слухи что был, возможно, а вот образцов как-то и нет. Всякие есть, а грузинских… Сварочный булат, который дамаск, грузины делали неплохо, а вот с тигельным, на мой взгляд, были проблемы. Хотя это уже и не важно, и можно спорить, но если булат «светлый» то тут с 99% точностью можно говорить, что в стихотворении речь идет о простой стали.
В этом контексте совсем другими красками заиграло и стихотворение А.С. Пушкина:
«Все мое», — сказало злато; «Все мое», — сказал булат. «Все куплю», — сказало злато; «Все возьму», — сказал булат.
Все возьму – сказала сталь. Есть сталь – есть у государства военная мощь. Поэтому металлургия – это стратегическая отрасль, определяющая жизнеспособность государства. В стихотворении речь не просто о золоте и кинжале, а о соперничестве двух государственных систем или подходов: торгового и промышленного.
Вообще-то, в старых письменных источниках можно встретить и булатные ключи, и засовы, и палицы и топоры и даже столбы, как в одном древнем охотничьем заговоре «Заячій прикосъ»: «…стоитъ тынъ желѣзной и вереи булатныя и двери укладныя». Этот отрывок из заговора вообще шедевр. В одном предложении употребляются сразу три (!) определения применимые к металлу: железный забор, стальные (булатные) столбы-вереи и сварные «укладные» ворота.
Никто, надеюсь, уже не думает, что столбы делались из индийской тигельной узорчатой стали?
Индийский клинок 18 век.
Знаете сказку «Аленький цветочек»? Помните, что просила средняя дочь у купца: «… а привези ты мне тувалет из хрусталю восточного, цельного, беспорочного, чтобы, глядя в него, видела я всю красоту поднебесную и чтоб, смотрясь в него, я не старилась и красота б моя девичья прибавлялася». Короче, просила она обычное стеклянное зеркало. Дело в том, что на Руси в то время пользовались медными, серебряными, бронзовыми и… булатными. Булатные - самые дорогие, потому что закаленная и отполированная поверхность твердой стали гораздо меньше подвергалась абразивному износу – меньше царапалась – а, значит, меньше тускнела.
Слово «булат» постоянно используется в русском фольклоре. То, что крестьянин не мог быть знаком с дорогой индийской сталью – это очевидно. Булат, как определение закаленной стали, органично и обыденно использовался и в песнях, и в сказаниях, и в заговорах: «… Как выйдет лют волк на поле, шерсть железная, зубы булатные и узрит ярую овцу, учнет торгати, так яз учну торгати своего супостата».
А вот тут очень интересно. Заговор от пищалей и стрел: «За дальними горами есть Окиан-море железное, на том море есть столб медный, на том столбе медном есть пастух чугунный, а стоит столб от земли до неба, от востока до запада, завещает и заповедывает тот пастух своим детям: железу, укладу, булату красному и синему, стали, меди, проволоке, свинцу, олову, сребру, золоту, каменьям, пищалям и стрелам, борцам и кулачным бойцам, большой завет… А будет мое тело крепче камня, тверже булату…».
Отсюда растут ноги еще одного заблуждения современных любителей ножей: булат должен быть очень твердым. Очень твердый булат теряет смысл. Если твердость матрицы приближается к твердости цементита – такой булат лучше в руки не брать, да и не делать? Но об этом после и по возможности.
В том заговоре мы находим еще «чугунный столб» и помимо железа и уклада «красный и синий» булат. По словарю Даля красное железо это: «… мягкое и мелкотравчатое, сварное, навитые, узорочные стволы». То есть, красный булат – это дамаск в нашем понимании, а синий булат – обычная сталь. А вот тут можно подумать, почему она так называлась. Может, от цвета побежалости при отпуске, может, еще по какой причине – варианты есть. Еще мы имеем здесь слово «сталь», это говорит о том, что в заговор постепенно добавлялись слова, так или иначе связанные со сталью. А вот в этом заговоре булат уже совсем заменен на слово «сталь».
Заговор на железо, уклад, сталь, медь: «Мать сыра-земля, ты мать всякому железу… а мне бы, рабу такому-то, было бы просторно по всей земле. Железо, уклад, сталь, медь, на меня не ходите, воротитеся ушми и боками…».
Если вы еще не утвердились во мнении, что для наших предков булат был обычной сталью. Добавлю:
1671 г. марта 2. — Запись "разговора. "179-го марта в 2 день великий государь царь и великий князь Алексей Михайловичь указал бухарского Абдулазиз хана послу Муллофору быть для розговору у думного дворянина у Артемона Сергеевича Матвеева в дому …. И посол говорил: каменье де добывают промышленики, копают в горах и розбивают то каменье булатными снастьми и в средине находят лалы и иное каменье…»
А теперь внимание! Ахтунг!
Мы подошли к самому главному и к самому важному моменту всей нашей булатной эпопеи. Все что выше написано для того, чтобы вы уяснили один момент, который никак (!) не могут осознать 99% людей слышащих слово: «булат».
Еще раз: «Внимание!».
Исторический булат (wootz steel) – это тоже сталь! Это очевидно, но понимать это особо никто не хочет.
Это тоже сплав железа и углерода, как и любая другая сталь. Это не какой-то особый материал, это та же сталь, но с некой отличной от других сталей структурой. Любой сорт булата, будь это «известнейшие из них суть: табан, кара-табан, хорасан, кара-хорасан (от провинции в Персии, называемой Хорасан), гынды, кум-гынды, нейрис и шам..» ( П.П. Аносов. Горный журнал. 1841. Часть 1. Кн. 2. С 157-245) (добавлю кирк-нардубан) есть, по сути, смесь феррита и цементита, как и любая другая древняя или современная сталь. Это – основа, а примеси тут особой роли не играют.
И далее исходить мы будем только из этого непреложного факта, а не из каких-то домыслов и мифов. Булат – сталь. Словосочетание «булатная сталь» как и «дамасская сталь» известны всем. Сокращенно: булат и дамаск. Только вот с дамаском как-то быстрее разобрались и он остался сталью, а вот булат стараниями продаванов-маркетологов в умах народа превратился в некий непонятный материал с некими непонятными свойствами. Но, булат – сталь и соотношения феррита и цементита в его структуре определяют его свойства, как определяют свойства любой промышленной современной стали.
Кстати, когда мы дойдем (если дойдем) до структур и объяснений как они работают, вы поймете, что нет ничего глупее сравнивать булатные стали и стали порошковые. Я не знаю какой черт это первым сделал, но был он или вредным, или неумным совсем. Булатная сталь и порошковая сталь – это две противоположности, между которыми лежит громадное количество обычных сталей, если представить весь стальной исторический сортамент в виде линии.
Можно, конечно, сравнивать тыкву и авокадо, но умно ли это и надо ли? Чтобы было понятнее, скажу так: в булате мы добиваемся максимально возможной анизотропии – разницы в свойствах по направлениям (ортотропии на отдельных участках) в порошковых и обычных сталях максимально возможной гомогенности и мелкодисперсности фаз (или их однородном распределении по матрице).
То есть, создавая булат и создавая порошковую сталь мы имеем две совершенно противоположные цели. Как это работает - в следующих статьях.
Ахтунг номер два!
Все вы понимаете, что любая сталь имеет свой состав, который определяет ее марку. И обычные промышленные стали и порошковые имеют свои марки. По маркам мы представляем их свойства. И если, я надеюсь, мы уяснили что булатная сталь тоже сталь, значит и у нее, как и у всех других сталей, есть марки. Только так как это очень древняя сталь, а древние мастера не могли определять химический состав сталей, марки называются сортами.
А если марки сталей по свойствам отличаются друг от друга, значит и марки булата (сорта) тоже отличаются. Только тут нужно уяснить, что марку стали (ее свойства) определяет химический состав стали, а марку булата (сорт булата) его макроструктура. А макроструктура стали проявляется в виде узора на поверхности протравленной (иногда нет) стали.
Подводим итог всему сказанному:
1. Булат – сталь.
2. Булатная сталь делится на марки (сорта).
3. Сорта булатной стали имеют разные свойства, как и марки промышленной стали.
Надеюсь, это было не так сложно уяснить? Гораздо сложнее по узору определить потенциальные свойства, но, повторюсь, это возможно. Для этого не нужно быть семи пядей во лбу, ведь древний сферический азиатец в вакууме, упомянутый Аносовым смог же?
«Сколько мне из собранных сведений и образцов известно, в Азии разделяют булаты на многие роды». ( П.П. Аносов. Горный журнал. 1841. Часть 1. Кн. 2. С 157-245).
Как выглядит человек, который утверждает: «пробовал я ваши стали пару раз – херня полная». Идиотом выглядит, правда? У слушателя сразу возникнет вопрос, а какие стали вы пробовали сталь 3, сталь 5, а может У8?
Цитата: «Существует более 3500 различных марок стали, обладающих уникальными физическими, химическими и экологическими свойствами. По сути, материал состоит из железа и углерода, а также примесей и дополнительных легирующих элементов».
То тесть, если некий альтернативный гений попробовал две марки стали с неизвестной еще термической обработкой и утверждает что он полностью разобрался в вопросе сталей, кем вы его назовете? Идиотом, не? Хуже?
Сортов булатной стали потенциально может быть на порядок больше чем сортов стали обычной. Так как помимо разницы в составе, у нас значительная разница в макроструктуре, которая влияет на свойства сильнее, чем химический состав.
Однако, так как основа стали железо и углерод (цементит) разобраться в свойствах булатов «на глаз» гораздо проще, чем разобраться в свойствах промышленных сталей имея под рукой их марочник. Действительно, взглянув на брусок какой-то стали, мы не только не сможем на взгляд определить ее свойства, мы сталь от железа не отличим. А вот взглянув на узор булата, мы легко определим сколько в нем углерода, тверд или вязок булат, хрупок он или упруг. Можем сказать, равномерно ли он закален, как ковался. Мы даже температуру его варки приблизительно можем сказать.
Албанская джамбия. 18 век.
Многие по написанным на бумаге буквам могут определить какой это язык: английский, немецкий, испанский. Буквы вроде похожи, но языки разные. Хотя даже одинаковые буквы складываются в разные по смыслу слова…Так и закорючки на булате дают нам очень много информации о стали.
Хотя это я отвлекся, а тема статьи – история булатной стали. И какую часть этой темы ни возьми – выходит детектив, будь то древняя история или наши дни. Почему детектив? Потому что очень много во всем непонятных моментов, никак не связанных с технологиями. Очень много деталей, которые не поддаются логическому осмыслению, словно кто-то специально вымарывал страницы связанные с металлургией из истории человечества.
Булатная сталь – это сталь, сваренная в тигле чаще всего из кусков железа или металлолома. По сути, это первый в истории скрап процесс – очень прогрессивная технология для своего времени, которую европейцы освоили только через тысячу - а может и две - лет.
Сваренная в тигле… До варки в тигле стали европейцы додумались также на тысячу-две лет позже индийцев и азиатов.
Может это политика какая или зависть историков-европейцев, которые самую распространенную в течение тысячи лет на огромнейшей территории Евразии технологию получения стали просто не заметили? Бред.
Не хочется лавры первенства в металлургии отдавать каким-то азиатам, которые не только разбили процесс на отдельные операции, но даже международное разделение труда использовали?
Ноги современной европейской металлургии растут из тех мест и времен. Но об этом не принято говорить. А может самомнение не позволяет это увидеть.
Да большинство азиатских завоеваний и пертурбаций как раз и произошли благодаря открытию и распространению там прогрессивнейшей технологии получения ковкой стали в тигле.
Если вы знакомы с методами получения стали в то время, то получение ковкого слитка довольно качественной стали за небольшой промежуток времени вам покажется чудом.
На старинном рисунке из рукописи Агриколы видно, как один из мастеров разбивает молотом крицу. Геморрой во всей красе.
И походы персидских шахов и арабские и монгольские завоевания все они не обошлись без оружия из тигельной стали. Мы не можем этого доказать артефактами, так как булатных клинков ранее 15 века очень мало - все старые клинки были перекованы, переплавлены не раз, думаю.
Вообще, исторического булата как такового – как грязи. Булатные клинки основа многих коллекций оружия. Англичане из Индии и Азии вывезли их десятки тонн, но все это в основном 17-18 века.
На любом аукционе сейчас вы можете купить булатной клинок любого сорта – на какой денег хватит. Тут опять напомню про сорта разницу в их свойствах и цене. Никого же не удивляет, что сталь 95Х18 стоит дороже У8.
- Разные свойства, – пожмет плечами продавец и покупатель его поймет.
Однако с булатом так не прокатывает, для 99% покупателей весь булат на одно лицо. Покупатель не может отличить шам от кара-табана, ему все равно – есть узор и ладно - продавец же сказал, что это булат.
Сегодня услышал веселую историю – на рынке частник торговал зимними сапогами. Задержавшийся у прилавка человек слушал такие беседы с покупателями:
- Малы? Ничего. Это же белорусская кожа. Какой носок? Вы что? Там мех вон какой – никакой мороз не страшен. Носок не нужен, кожа мягкая завтра по ноге будет как раз.
Другой покупатель.
- Велики? Насколько велики? А носочек на что? Беречь себя надо – носочек обязательно - ногам тепло должно быть, мы же не молодеем. Потолще носочек и никакой мороз не страшен.
Так и вам очень часто под видом булата продают откровенный брак гомогенных сталей. Да, брак, но ушлые продавцы выдают его за очень качественный товар. Поэтому, чтобы самому разбираться в вопросах булатов, нужно о них читать. Жаль, что нужное никто не пишет. Почти никто.
Итак, миф первый с которым почти разобрались: утеря булатной технологии. Технология, которая была распространена на всей территории Евразии более тысячи лет, за исключением закутка под названием Европа, не могла потеряться в одночасье.
Да она и не терялась, в 18-19 веке нашим князьям в Индии на заказ из булата делали полные наборы оружия. Есть сведения, что в 19 веке в Турции отдельные мастера варили булат. Да и Бажов о кибиточных мастерах-булатоварах писал.
Персидский клинок. Старинная джамбия
Булатная технология ушла в прошлое по естественным причинам – была вытеснена более прогрессивными. Да, у нее есть свои преимущества, но как у любой технологии есть и существенные недостатки. Один из них – невозможность получения слитка большой массы.
Древние персы или индусы не могли сделать большой тигель способный вместить, допустим, сотню килограмм стали. Под него нужна была и печь уже другой конструкции, да и расковка требовала огромных механических молотов.
Ахтунг!
Миф два – свойства старинного булата не такие, как свойства современного.
Это откровенная лажа. Как уже сказал, сотни и тысячи дорогих клинков высших сортов находятся в музеях и на руках коллекционеров. Более того, имеется множество именных клинков – от известнейших в те времена мастеров – которые ценились очень дорого и передавались из поколения в поколение. Старинные клинки (их обломки, а оружие – это расходник) более раннего времени, скорее всего, тупо переплавили на новые не жалея.
Свойства исторического булата хорошо известны – десятки и сотни клинков распилены на кусочки и всесторонне изучены. Структуры всех известных сортов булата повторены или учеными, или современными мастерами.
Индия. Старинный кинжал.
Опытные современные мастера, так как имеют доступ к более качественному сырью не загрязненному серой и фосфору, делают булаты с лучшими свойствами, чем аналогичные исторические сорта.
Более того, имея доступ к современному оборудованию, нынешние мастера могут делать узоры о каких их древние коллеги могли только мечтать, это касается и самых дорогих сортов типа кирк-нардубан и их производных.
Очень дорогой сорт с лестницей Пророка? Для многих современных мастеров – это уже не интересно.
Но это я опять забегаю вперед, а пока давайте вернемся к началу начал и погадаем, а где же и когда был сделан первый тигель и по какой такой причине нам это неизвестно.
Прогуливаясь в парке южной Польши, на тропинке был обнаружен интересный камень. Покрутив его в руках решил дома почистить. Почистил. Штука оказалась из металла. По эргономике похожа на рукоятку сабли или меча и очень хорошо сидит в руке.
Скорее всего отнесу в музей, но поскольку впереди выходные, то жутко терзает интерес и детали.
Сам в истории орудия не силен, но наверняка тут найдутся люди, которые познают с первого взгляда. Несколько часов поиска в интернете результата не дали
Сабля тальвар, "Меч Аурангзеба", Индия, конец 17 века. Стальной эфес, густо покрытый позолотой; клинок из полированной стали, инкрустированный золотом. Длина 94 см. Victoria and Albert Museum, London.
Клинок этого "меча" из полированной стали украшен персидской, которая гласит: "Аламгир падшах 24", отсылая к оружейной палате падишаха Великих Моголов Аламгира, широко известного под именем Аурангзеб. Тогда число 24 будет указывать год правления, соответствующий 1680 году. Арабская надпись на клинке и очень тонкая темная полировка стали наводят на мысль, что он был изготовлен в 17 веке в мастерской, обеспечивавшей двор Великих Моголов. Однако очень плохая каллиграфия надписи, утверждающей, что он был сделан для падишаха, предполагает, что это более позднее дополнение, добавленное для повышения ценности меча.
Меч (палаш) кханда, 17 век, Декан, Индия. Стальной эфес, покрытый золотом, клинок из полированной стали с накладными стальными креплениями, покрытыми золотом; ножны, обтянутые парчовым шелком. Длина 103 см. Victoria and Albert Museum, London.
Сабля шамшир, 18 век, империя Великих Моголов. Эфес из литого серебра с чеканкой и гравировкой.Клинок из полированной стали; ножны с чеканной серебряной оправой. Длина 93,3 см. Victoria and Albert Museum, London.
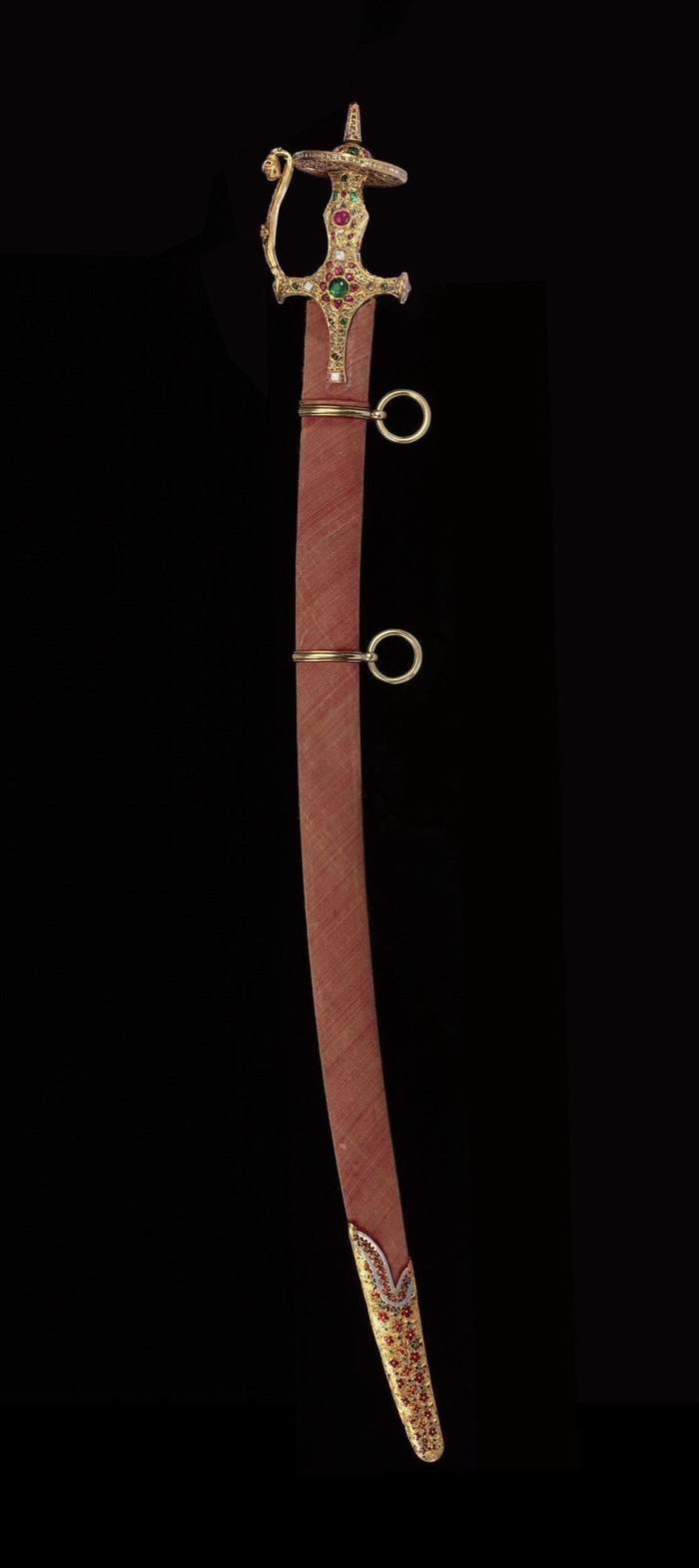
Сабля тальвар, 18 век, Индия. Металлический эфес, полностью покрыт листовым золотом. Сабля украшена 276 бриллиантами, 378 рубинами и 38 изумрудами. Victoria and Albert Museum, London.
Эта украшенная драгоценными камнями сабля с оригинальными ножнами когда-то принадлежала Махарадже Холкару. Она была куплена за 150 фунтов стерлингов в 1888 году у мисс Малкольм с информацией ‘Меч был отобран у магараджи Холкара в битве при Мехидпоре в 1817 году и подарен армией (с разрешения правительства) сэру Джону Малкольму’. Мисс Кэтрин Малкольм (1815-1891) была младшей дочерью сэра Джона Малкольма.
21 декабря 1817 года британские войска под командованием сэра Томаса Хислопа и Джона Малкольма разгромили армию махараджи Холкара. По Мандазорскому договору, подписанному 6 января 1818 года, Холкар потерял свою независимость и стал колониальной территорией Великобритании.
Меч и ножны kastane с навершием в виде головы дракона и ножнами из чеканного золота с тиснением, 19 век, Траванкор, Индия. Victoria and Albert Museum, London.
Сабля тальвар, империя Великих Моголов, 17 век. Эфес изготовлен из меди, покрыт толстой позолотой и украшен по всей поверхности цветочным орнаментом. Ножны, обтянутые кожей, оригинальны и имеют соответствующие позолоченные медные крепления. Victoria and Albert Museum, London.
Сабля (Tegha) палача, Северная Индия, 18-19 век. Железный эфес 16-17 века типа тальвар. Длина общая 77,5 см, длина клинка 65 см.
Сабля (тальвар) палача, Индия, 18 век. Длина клинка 87,5 см. Сталь, золото, серебро, бирюза.
Сабля (Tegha) палача, 19 век, Индия. Эфес типа тальвар. Длина клинка 100 см.
Меч палача, Персия, 18 век. Однолезвийный клинок с тонкой гравировкой в виде придворных, витязей, животных, кальяна, ваз, цветочных мотивов и надписей на арабском языке. Длина клинка 39,5 см.
Меч палача (нгомбе), Африка, Конго. Длина общая 67,5 см.
Меч палача (панабас), Филиппины, 19 век. Общая длина 82.5 см.
Решил немного отдохнуть от закалки и написать об упомянутой в прошлой статье дульке, но исписав пару станиц, понял, что это надолго…. Да, вот об этой маленькой выемке на клинке как-нибудь придется написать много и с картинками. А чтобы вопросы не возникали дам ей свое определение. А то напишут тут в коммах, что она владельцам ножей для облегчения заточки служит…
Дулька – небольшая выемка на лезвии клинка у рикассо. Абсолютно ненужный пользователю элемент. Рудимент предыдущей технологической эпохи. След старых уходящих в прошлое технологий.
Поэтому продолжим моделировать фантазийную сталь. (Посмотрите прошлую статью по этой теме). Начнем сыпать в наше варево с углеродом легирующие добавки – специи и пряности. Каждая добавка придает супу особый вкус – перец, шафран, укроп, гвоздика и т.п. Каждая легирующая добавка тоже влияет на «вкус» стали – ее свойства. Не будем разбираться подробно, это тема сложная да нам и не нужная – мы говорим о принципах закалки разных марок сталей, а не об их моделировании.
Самая дешевая и самая распространенная добавка в стальной суп – хром.
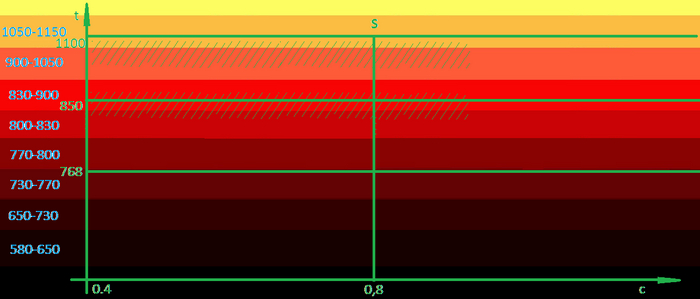
Хром, помимо изменения некоторых свойств стали, очень склонен к образованию комков в смеси – карбидов в стали. Эти карбиды довольно тугоплавки. При этом они связывают наш углерод, и чтобы его хватило для образования равномерной смеси (чтобы после закалки получить хорошую твердость) нужно включить бетономешалку-температуру на уже большую мощность, чем в просто углеродистой стали. Поэтому легированные стали будут закаливаться уже от больших температур, лежащих в области линии равной 850 градусов. То есть, добавив в сталь хром (или другой карбидообразующий элемент) нам нужно повысить температуру под закалку, чтобы эти карбиды растворить.
Чем больше хрома – тем больше карбидов – тем больше времени их нужно растворять, но проще, конечно, повысить температуру. С этим все просто и понятно: добавили специи в раствор – получили комки, которые нужно разбить. Так как бетономешалкой у нас работает диффузия, зависящая от температуры, то просто ее немного поднимаем.
Играя с добавками углерода и хрома (и других специй) в разных пропорциях, получим разные марки легированных сталей.
И вот тут возникает логичный вопрос: как определить подручными средствами, какая сталь легированная, а какая нет? Можно по искре, как углеродку, но это уже гораздо сложнее – нужно иметь некоторое количество маркеров и определенный опыт. А можно с помощью магнита. Предвижу возгласы – магнит это несерьезно. Наоборот - очень даже серьезный и научный метод определения остаточного аустенита (горячего раствора в холодном состоянии – вот такой оксюморон) в стали.
Небольшая цитата из учебника. "О степени превращения перлита в аустенит можно судить еще более просто: по изменению магнитных свойств образцов в процессе превращения. Дело в том, что перлит магнитен, а аустенит немагнитен. По мере протекания превращения значения магнитных свойств станут постепенно уменьшаться, пока не достигнут при завершении превращения нулевого значения". Работает это правило и в обратную сторону.
Как вы помните, железо в стали при нагреве выше 768 градусов теряет магнитные свойства. Аустенит тоже немагнитен и по идее после охлаждения нагретой стали до 768 градусов она должна снова магнититься. Так и происходит в углеродистых сталях, однако, с легированными сталями все немного не так.
Если при нагреве при 768 градусах они магнитные свойства потеряют, то при охлаждении на воздухе магнитные свойства восстановятся при гораздо более низкой температуре. По этому признаку мы можем в какой-то мере определить даже степень легированности – чем дольше восстанавливаются магнитные свойства, тем больше в стали легирующих.
На практике это выглядит следующим образом. Нагрели сталь до желтого и после остывания до красного цвета пробуем ее «на магнит». Цвет каления при 768 градусов вы уже помните – цвет спелой вишни – и если сталь уже остыла «до черного», а на магнит не реагирует, значит в ней присутствуют легирующие элементы.
Почему так происходит? Помните наш мультяшный автобус и народ который нужно в него запихнуть? А если транспорт пришел к остановке не пустой, а с пассажирами-легирующими элементами? В этом случае нам и греть нужно дольше чтобы войти и чтобы выйти больше усилий приложить. Помните разговор с «качком» в переполненном вагоне метро?
- Вы на следующей остановке выходите?
- Да.
- А люди перед вами?
- Тоже, только они об этом не знают.
Чтобы углерод выделился из раствора с хромом ему «нужно приложить усилия». Хром мешает диффузии углерода, он ее замедляет в несколько раз. (Вообще-то не все легирующие уменьшают скорость диффузии углерода. Например хром, ванадий, молибден – уменьшают, а никель и кобальт увеличивают).
И вот тут еще одна засада для тех, кто пытается сдержать «перебегание» углерода из слоя в слой в дамаске путем никелевых прокладок. Никель в дамаске чисто декоративный материал, создающий контрастность. Но за все надо платить, и если в ламинате как прокладка он еще работает нормально, то в многослойном материале за счет диффузии создается непрочный никеле-железо-углеродный слой.
Но тему диффузии мы затронули только потому, процесс распада нашего горячего раствора – аустенита – на исходную смесь феррит и перлит (перлит и карбиды) процесс диффузионный. В легированной стали в итоге он затягивается и она остается немагнитной ниже температуры в 768 градусов.
Если сталь после хорошего нагрева при остывании до темно-красного начинает магнититься, значит это углеродка и закаливаем ее в районе первой линии в 768 градусов. Если не магнитится даже остыв до черного – легированная сталь и закаливаем уже при более высокой температуре в районе второй линии.
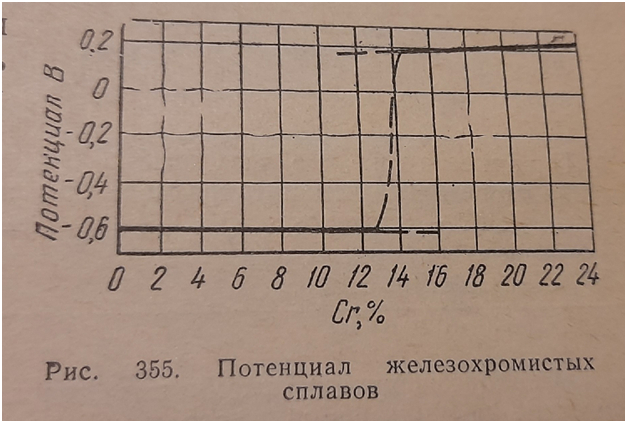
А что будет, если мы продолжим сыпать хром в нашу сталь? Ничего интересного происходить не будет до момента, когда количество хрома в стали превысит 12%. В этот момент произойдет скачкообразное повышение коррозионной стойкости. Стали с содержание хрома меньше 12% подвержены коррозии как и обычное железо, стали с содержанием более 12-14% Cr ведут себя как благородные металлы, так как обладают положительным потенциалом (пассивное состояние).
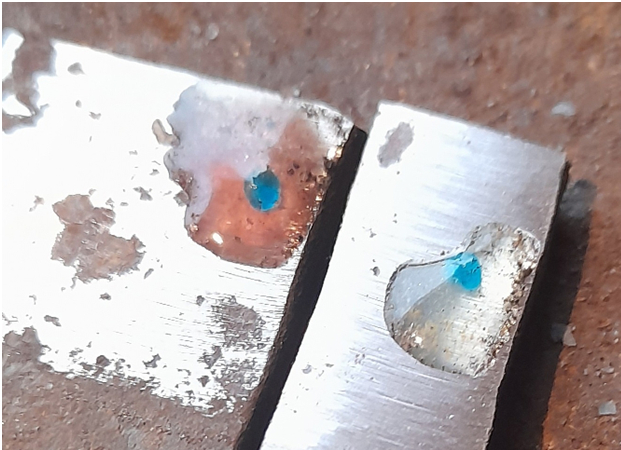
Поэтому нержавейку легко определить с помощью гранулы медного купороса - медь не будет осаждаться из раствора медного купороса на поверхность нержавеющей стали. Положили гранулу купороса на сталь, капнули водой и смотрим – самый простой и надежный способ.
Жаль только что этот способ определяет все виды нержавеек, а среди них есть и те, которые не закаливаются. Однако тут может помочь магнит: не магнитится – не закаливается. Но есть и такие, которые магнитятся, но не закаливаются – тут только по искре или калить на пробу.
Попробуем рассчитать свою сталь и приблизительную температуру ее закалки. Допустим, нам нужна сталь для рыбацкого ножа, выполняющего заодно и кухонные работы – порезать, почистить, пошинковать.
Нож нам нужен небольшой и неширокий – управляемость лучше; не толстый – тяжелых работ по открыванию люков и рубки деревьев не предусмотрено; коррозионностойкий, нормально держащий заточку, при этом легко правящийся в полевых условиях.
Берем железо и начинаем сыпать в него углерод. При 0,4% сталь уже закаливается, значит, пора сыпать хром - его кладем 13%. То есть, мы создали нержавеющую хорошо закаливающуюся сталь при минимальном количестве взятых углерода и хрома. Это будет самая дешевая нержавейка пригодная для изготовления различного инструмента и ножей в частности. Марка ее 40Х13, а иностранные аналоги китайская 4С13, польская 4Н13, немецкая 1.4031, американская 420.
Это самая удобная в обработке и работе нержавеющая сталь – углерода немного, хрома по минимуму для нержи, а значит карбидов не так и много. Однако минимум углерода, который еще и связан в сложные карбиды, может приводить к некоторым трудностям в закалке, которые для нас уже и не трудности.
Мы знаем, что чтобы растворить и перемешать в растворе углерод для таких доэвтектоидных сталей нужно увеличить скорость диффузии – поднять температуру. По идее нам нужно калить от второй линии в 850 градусов – это вы помните из прошлой статьи мы уже моделировали такую сталь, - однако у нас много хрома который связал углерод и чтобы растворить эти тугоплавкие карбиды нужно еще накинуть температуру - поднимем ее под третью линию. Отсюда закаливаются все нержавеющие стали как доэвтектоидные, так и заэвтектоидные. Выше, как говорил, поднимать можно, но в крайних случаях при специальной двойной закалке, о которой ниже.
Итак, сталь у нас есть, изделие готово, как калить? Специально для этой статьи я изготовил два ножа из 40Х13 и закалил двумя разными способами. В обоих случаях получились неплохие, на мой взгляд, ножи, один из которых тут же конфисковала супруга на кухню.
Давайте рассуждать. Чтобы растворить карбиды хрома нужна довольно высокая температура – это раз. Два – углерода мало и чтобы получить высокую твердость нужно его хорошенько распределить по объему стали – опять же надо греть. Но в любом случае мы карбиды получим – от этого никуда не деться, поэтому придется недостаток обратить в достоинство – сделаем карбиды как можно мельче - этим мы упрочним сталь (мелкодисперсное упрочнение) и повысим коррозионные свойства за счет большего количества хрома оставшегося в матрице.
Значит, нагреваем сталь до 1100 и закаливаем ее в воде. Твердость в данном случае нам не важна, так как теперь сталь нужно отпустить – нагреть до 500-600 градусов. После этого в стали появится очень много мелких карбидов в перлитной матрице – что нам и нужно. Это наша цементно-песчаная смесь с мелкими камушками. Теперь быстро нагреваем до 900 и закаливаем в масле (можно и в воде для большей твердости). Крупных карбидов у нас нет – растворили с первого нагрева, а остатки мелких упрочняют сталь. После такой закалки 40Х13 царапает стекло но все еще несколько хрупка. Даем ей небольшой отпуск (до слегка золотистого цвета если на горелке) и работаем. Сталь после такой закалки упруга, в меру тверда и обладает высокими коррозионными свойствами.
Все эти нагревы легко делать на глаз – если мы кратковременно нагреем и выше(ниже) 1100 – ничего страшного. Если чуть меньше или чуть больше 900 – тоже нормально.
Нагретая до 500-600 градусов сталь не имеет цвета каления – она черная. Температуру можно не парясь определить с помощью пирометра – они доступны и недороги. А можно с помощью подручных средств, например, при температуре в 561 градус начинает плавиться кальциевая селитра (нитрат кальция) – распространенное удобрение.
Второй способ.
Этот способ гораздо проще и лучше подходит для 40Х13 и ей подобных, так как дает большую твердость. Первым способом лучше закаливать заэвтетоидные стали типа 95Х18 и ее аналоги. Однако и тем и другим способом легко закалить любую нержавеющую сталь. Жаль только, что годятся они больше для горнов, так как греть муфели по нескольку раз, да на разную температуру – заломно. С распространением муфельных печей, как ни парадоксально, и возникли некоторые трудности в закалке нержавеющих сталей.
Греем сталь до 1000-1100, чуть выдерживаем чтобы растворить карбиды, даем ей остыть на воздухе до красного или темно-красного и закаливаем в воде. После закалки сталь легко царапает стекло. Отпуск как и в первом способе. Преимущества: довольно широкий закалочный интервал температур, нет коробления, высокая твердость, быстрота выполнения. Ошибиться в данном случае очень сложно. Заметили, что мы нагревали сталь выше, а закаливали от температуры ниже рекомендуемой? Дело в том, что большинство рекомендаций по закалке даны для работы с муфельными печами с регулируемой температурой. Наша очень удобная и надежная «закалка с подостуживанием» непригодна для больших партий и основана на умении термиста на глаз определить температуру для погружения изделия в закалочную среду.
А если за основу взять сталь с большим содержанием углерода? Может в этом случае нам не придется греть сталь до высоких температур под закалку, так как углерода у нас за глаза для того чтобы равномерно распределить его по матрице? Придется.
Углерода много – много поэтому и карбидов хрома. Матрица при 13% углерода будет обеднена хромом и нержавейка у нас получится так себе. Придется к большому углероду добавлять еще и порядком хрома.
В этом случае мы получили сталь как бы лежащую на противоположном конце линейки нержавеющих инструментальных сталей. В ней все по максимуму и хром и углерод, в отличие от нашей первой стали, где все по минимуму. А получили мы теперь нечто 95Х18 и ее зарубежных аналогов: США - 440B, 440C, 440FSe, A756; Германия - 1.4125, X102CrMo17, X105CrMo17; Япония - SUS440C; Франция - X105CrMo17, Z100CD17;ЕС - X102CrMo17; Польша - H18; Чехия – 17042.
Больше углерода – больше карбидов хрома – меньше хрома в матрице – хуже коррозионные свойства – больше хрома.
Греть до высоких температур придется как и в первом случае, но теперь уже для того, чтобы растворить множество крупных тугоплавких карбидов. Поэтому первый способ закалки довольно не плох, если нужна высокая твердость. При втором способе твердость может быть даже чуть ниже, (особенно если калить в масло) но рез будет агрессивнее за счет остатков крупных карбидов.
«Мыльный рез» у нержавеек возникает только по причине закалки их от высоких температур, а так карбидов в них хватает. Но кто сейчас будет париться с двойной закалкой или закалкой с подостуживанием, если нужно закалить большую партию клинков?
Перечисленные выше марки стали хорошо известны и популярны. Популярны до такой степени, что народ тупо клюет только на их название. На прошлой неделе говорил с одним из производителей ножей из довольно крупной мастерской. Да, он иногда ставит на обкладки (в трехслойке) такие стали. На вопрос зачем, честно ответил: «маркетинг!». Потребительских свойств ножу это не добавляет, но народ берет.
Эти стали уже довольно заморочисты по причине большого количества карбидов в них. Чтобы получить хорошие коррозионные свойства приходится греть под закалку до больших температур, при достаточном количестве углерода. Да и после ковки, а куются они тяжело и режутся хуже, нужен специальный отжиг из-за возможного выделения карбидов по границам зерен стали. Поэтому в них часто вводят дополнительные легирующие добавки помимо хрома.
А теперь представьте как сложна термообработка ножа из 95Х18 и У8 . Если провести отжиг, то можем вырастить зерно в У8, так как температура отжига первой около 900, а второй около 700. И если мы нагреем сталь под закалку чуть выше, допустим до 900, то даже при закалке с 780, мы закалим обе стали. Поэтому греть придется «снизу» поднимая температуру и закалка с подостуживанием уже невозможна.
Поэтому японские производители ножей не парятся и ставят на обкладки стали типа 20Х13. Это что-то типа нашей первой нержавеющей стали только с меньшим количеством углерода – чтобы не закаливалась. Отличная обрабатываемость, свариваемость, высокая коррозионная стойкость, свободная возможность проводить сложную закалку центрального слоя на очень высокую твердость – что еще нужно? Но кто-то не ищет легких путей…
P.S.
То что сталь 95х18 ледебуритная для нас не имеет никакого значения. И 40х13 и 95х18 после закалки имеют в своей структуре мартенсит, карбиды и остаточный аустенит. Разница будет только в количестве и пропорциях этих составляющих.
С узким долом на ноже более-менее понятно: он служил для удержания заготовки и фиксации ее формы во время пластической деформации. (О технологии изготовления клинка с узким долом здесь: Кавказский кинжал. Долы и геополитика 2)
С узким долом на саблях все немного сложнее. Попробуем разобраться.
Многие видели узкий дол на сабельных клинках. Многие видели – не многие понимают для чего он там. Для чего он не нужен - в прошлых статьях по теме.
Начну издалека – это необходимо, чтобы представить условия, в которых работал древний мастер. Многие представляют мастера оружейника как человека, в одиночку кующего свои клинки в каких-то примитивных условиях. Это совершенно не так.
К началу первого века разделение труда в производстве уже полностью сформировалось. Тут можно вспомнить про производство Древнего Рима. Там, на римских шахтах, могло одновременно трудиться по нескольку тысяч человек. И организация производства была на большой высоте: рабочие обеспечены жильем, едой, одеждой и орудиями труда. Производился своевременный вызов продукции и подвоз материалов. Обеспечивался фронт работ и разведка недр. Можно вспомнить египетские пирамиды – там тоже рядом с ними откопали жилища для строителей.
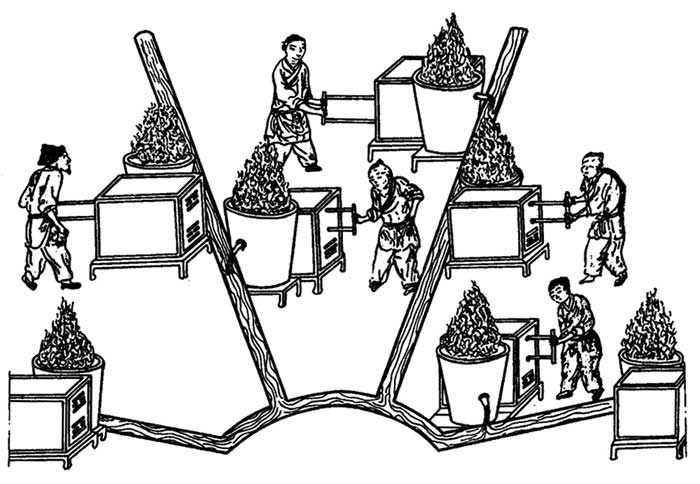
Но если речь идет о металле, то уместнее здесь рассказать о самом крупном цельнолитом памятнике из чугуна – китайском чугунном льве из Цзанчжоу. Вес его 44 тонны. Отлит был предположительно в 954 году. Для того чтобы залить такую огромную форму необходимо было согласованное действие сразу множества мастеров-литейщиков работающих у разных печей и обеспечивающих непрерывную заливку формы. Представляете уровень производства того времени?
Во втором веке в Риме была отлита конная статуя Марка Аврелия примерно в два раза больше натуральной величины. Уровень исполнения – высочайший. Такие статуи в то время лили десятками, к сожалению, дошла до нас только эта. Остальные ушли в переплавку. То есть, древнее производство - это именно производство, а не одинокие кустари.
Второй момент, - это монополия государства на производство оружия. По И. В. Сталину - государство есть диктатура правящего класса. Чтобы что-то диктовать нужно оружие. Много оружия. Оружие производилось по выдаваемым государством лицензиям, причем не всем. На захваченных территориях вообще свободное ношение и производство оружия запрещалось. И ничего с тех пор не изменилось, если пришли захватчики, то оружие под страхом смерти - сдать. Так что некий абстрактный мастер просто по закону ничего не мог сделать. А если бы и сделал, то понес наказание.
В Японии, в средние века, государство как-то даже ограничивало выпуск оружия, чтобы сохранить высокие цены на него. Сохранились документы, в которых указывается, что один мастер за 25 лет сделал 1600 катан - это в среднем 5 катан в месяц. Я вот не знаю никого из современных мастеров, кто даже с современным оборудованием мог бы выполнить работу такого объема за месяц. Это значит, что за тем японским мастером стояла целая мастерская. Действительно, сталь Круппа лил не сам Крупп и демидовское железо варил не Демидов. Даже известные у нас с 19 века ножи Самсонова, которые он делал из английских каретных рессор, Самсонов делал не один – у него подмастерье был и жена, вроде, помогала.
Понятно, у государства монополия на производство оружия и даже на добычу полезных ископаемых. Это еще с Древнего Египта повелось – там монополия на добычу руды была и госприемка. Да, госприемка в прямом смысле этого слова, да еще и со своими стандартами. Железо поставлялось в слитках определенной формы стандартного размера. А специально обученный человек мог проверить на качество и свариваемость.
Государство – это еще и армия. А армия – это стандартизация. Для выполнения определенных задач и действий требовалось определенное оружие. Совсем не хорошо, когда в строю один воин стоит с длинным копьем, справа от него воин с коротким, а слева вообще с мечом. Так много не навоюешь. Без стандартизации невозможна была бы непробиваемая одно время фаланга Александра Македонского. Да и вообще ведение боя сильно бы затруднилось, недаром римские легионы легко прошлись по варварской еще Европе, кроша более многочисленного противника. Стандартизация оружия еще хороша тем, что один человек мог обучить владению им любое количество человек.
Да взять те же луки: стрелы делались стандартными – это естественно, иначе одна стрела улетит далеко, а вторая рядом упадет. И даже в производстве обычных стрел разделение труда присутствовало: кто-то делал древки, кто-то клеил перья (кто-то эти перья добывал), кто-то прилаживал наконечники. Да и в производстве калибровочных досок для стрел тоже было разделение труда. Почему? Да потому что на чем больше операций разделялся процесс изготовления, тем выше получалось качество изделия и тем сильнее увеличивалась производительность.
Качество улучшалось за счет того, что с разделением труда стало возможным проконтролировать качество изделия на всех этапах его изготовления. Вторая причина – это появление узкоспециализированных мастеров. Если мастер делал одну операцию, то делал он ее хорошо и быстро. И, самое главное, одной операции легко было обучить новичка. А в те старые суровые времена это было очень важным моментом – случись какой катаклизм - и нет мастера. А так, если кто-то и выбывал из процесса, его всегда можно было скоро заменить новым человеком. Более того, включение новых операций, как это случилось с нашим долом, в случае разделения труда не уменьшало производительность, а увеличивало ее. Чем больше производительность мастерской, тем проще получить госзаказ. Госзаказ еще со времен Древнего Египта существовал. Был он и в Древнем Риме, да и в любом государстве тоже.
Пример: в 19 веке 250 человек из деревни Харитоново Шуйского уезда Ивановской области за год производили 50 тыс. кос. В процесс было включено все население деревни, включая женщин и детей. В деревне работало 60 кузниц, в кузницах было по два-три горна. Такая производительность была достигнута за счет большого разделения труда. Процесс изготовления косы был разбит на семь-восемь отдельных операций, выполняющихся разными людьми.
Допустим, получила некая мастерская заказ на 1000 сабельных полос определенной формы, которые нужно сделать за определенное время. Как увеличить производительность? В нашем случае поможет включение дополнительной операции – нарезки компенсационного дола. На практике это выглядело так. Мастерская закупилась на рынке полосой или сделала заказ в другой мастерской. Получив полосу, поставила человека на раскройку по длине и человека (двух-трех) на нарезку-набивку дола. Обычно дол выстругивали или штамповали подмастерья – это операция не требует высокой квалификации, как и нарубка полос по размеру. А вот уже оттяжку лезвия делал квалифицированный мастер. Дело в том, что при оттяжке лезвия течение металла выгибает полосу дугой. Если оттягивать лезвие ничего не предпринимая, мы получим нечто вроде шамшира или серп с острым выгнутым краем.
Кстати, в Сети есть очень интересное видео, где снято разделение труда в одной современной и в то же время очень примитивной индийской мастерской: пять или шесть человек куют стальные крюки сидя, как и принято на востоке. Куют они на каких-то бобышках - обрезках то ли рельс, то ли каких-то деталей. Выглядит это так: один раздувает меха, второй греет заготовки и метает их в сидящих в помещении мастеров. Те ловко ловят поковки и перекидывают друг другу или швыряют обратно «горнисту». Смотрится это уморительно: сидящие на заднице мужики метко и быстро швыряются друг в друга раскаленными железками. Нагрел – кинул. Поймал – загнул – кинул другому. Расплющил – кинул «горнисту». Нагрел – метнул третьему. Смотрится покруче циркового номера. А дел-то - загнуть и прошить какой-то крюк. Поищите...
Чтобы сабля или нож получился прямым нужно аккуратно сводить на клин обух. Это довольно сложно и один неточный удар может испортить всю геометрию и свойства клинка. Мастера, кующие ножи полностью, зачастую сначала выгибают полосу в обратную сторону, чтобы при оттяжке лезвия она выровнялась, но даже это требует сноровки и умения.
А вот выструганный дол у обуха играет роль своеобразного демпфера или компенсатора – полоса хоть и изгибается, но не так сильно - металл при ковке течет и заполняет собой компенсационный дол. Это уже позволяет снизить себестоимость, так как труд квалифицированного мастера стоил дорого. И теперь, с долом, на операцию по оттяжке лезвия можно нанять почти любого, особенно если фиксировать клинок клещами за дол. (Об этом рассказано в статье про кавказский кинжал). После того, полоса с оттянутой кромкой шла на следующую операцию – рихтование и придание окончательной формы по шаблону.
Оказывается, что широкой полосе с долом даже на холодную легко придать любую форму: выгнутую просто сделать вогнутой даже без нагрева, что не получится с широкой полосой без дола. Долом мы разбиваем широкий клинок на сегменты: вспомните притчу о венике, который не согнуть и о составляющих его прутиках, которые по отдельности легко гнутся.
То есть, выстругав или проштамповав дол, мы можем нанять любое количество малоквалифицированных кадров, которые обеспечат нам почти любое количество клинковой полосы почти в любые сроки. Тут можно вспомнить про самый массовый, наверное, нож своего времени пчак – именно на нем часто присутствует этот компенсационный дол.
Обратите внимание на обух этого ножа - он совершенно прямой.
Сабли на вальцах в ручьевых формах начали делать в 16 веке. Полосу рубили на длину, затем формировали в вальцах. Заготовка в вальцах тоже изгибается, поэтому после придания сабле формы, ее отправляли рихтовщику, который на холодную выправлял изделие по шаблону и передавал дальше на шлифовку, сборку и заточку.
Подытоживая, можно с уверенностью сказать, что узкий дол – это след от технологии многократно повышающий производительность труда.
В настоящий момент этот дол не несет каких либо полезных функций кроме маркетинговых. На вопрос для чего дол на современном ноже можно смело отвечать: «Для вас, дорогие покупатели!».
А вот широкий дол служит совершенно для другого. Если интересно, о нем в следующих статьях.
Если ученый не может объяснить восьмилетнему мальчику, чем он занимается, то он шарлатан. (Курт Воннегут)
Еще говорят, что если ты хоть немного разбираешься в теме, то даже самый сложный вопрос должен уметь объяснить на пальцах любому. Я уже много чего написал, но мало что объяснил. Попробую, хотя читатели здесь давно не восьмилетние мальчики. Поэтому, как и писал, придется мне продираться через дебри мифов, обрывки знаний и откровенную чепуху, которую навешали на уши читателям «специалисты», «эксперты», «ведущие мастера» и просто «дяди Васи», которые жизнь прожили и все знают.
Тут уместно вставить какую-нибудь притчу, но у нас еще старая не испортилась из первой части и вполне сюда подходит. Зачем я это написал? А чтобы ниже не ранить сильно души читателей осколками сломанных шаблонов. Уверяю, некоторым будет больно.
Что общего между банкой пива и клинком с долом? Правильный ответ – прибыль за счет экономии. В банке пива не 0,5 литра, как мы привыкли когда-то, а 0,45. Так и в клинке с долом металла чуть меньше, чем должно быть, если судить только по длине или ширине.
В прошлой статье я написал сколько мы экономим - 3 грамма металла это, конечно, мало, но ведь на больших клинках и широких долах металла снимется много, что клинок облегчает. Конечно, облегчает. Но только если долго биться головой в стену, стена, в конце концов… испачкается - облегчение клинка, для того кто им пользуется, – совершенно ненужная задача.
Бывает, что только один массивный бронзовый больстер весит больше, чем сам клинок. А если добавить сюда так любимую народом литую морду зверушки, то вместе они точно будут тяжелее клинка. И чтобы облегчить нож, достаточно спилить на наждаке нос латунному кабану или медведю не трогая и не портя сам клинок.
Дело в том, что дол на охотничьем ноже, да и вообще на любом ноже штука совершенно бесполезная и даже вредная. Вредная для пользователя. В эту канавку набивается грязь, ее надо чистить или протирать, если после работы (особенно грязной) ножом надо порезать колбасу. А пила на обухе так вообще сборник грязи и рассадник для микробов.
Пила на обухе после работы – это как давно не остриженные ногти после ковыряния в земле. Но народу нравится, народ берет. А почему? А потому что народ видит долы на оружии и, естественно, считает, что это нужно: если на оружии есть, то и ему не помешают. А для чего долы, допустим, на штыках? Во-первых, на штыках трехгранных и четырехгранных долы являются еще и следствием заточки этих самых граней. На наконечниках стрел, на наконечниках гарпунов тоже такие грани. И, знаете, судя по моему опыту, наконечник заточенный (под штык) пробивает чешую карпа или сазана значительно лучше – он ее разрезает. А бывало, встретив трофей и выстрелив, остаешься с одной чешуйкой на наконечнике гарпуна.
Есть такое мнение у меня: кованый дол – это экономия, выточенный дол – деньги на ветер. Вытачивая дол на своем клинке, мы теряем время, металл; ослабляем клинок; создаем канавку для сбора грязи. Вытачивая дол, мы ничего не приобретаем вообще. Однако, мастера-ножевщеки или найфмейкеры, (как они любят себя называть на заграничный манер) долы вытачивают в расчете на покупателя, у которого долы на ноже – это-ж-ж-ж неспроста.
А что мы экономим в случае кованого (штампованного дола)? Давайте считать. Во-первых, при свободной ковке без оснастки (пуансона, кондуктора) мы раздаем металл в ширину, увеличивая при этом жесткость детали в этой плоскости. Здесь уместно вспомнить про гофрирование, где жесткость изделия зависит от соотношения высоты ребра гофры к ее толщине (высота ребра всегда больше его толщины). Вспомнить гофрирование нужно еще и потому, что гофры часто путают с долами. Вот уже и долы на лопатах толщиной в миллиметр появились, а скоро появятся на профнастиле и шифере. Гофра – это всегда «впуклость» и выпуклость, а дол – только «впуклость».
Кто-то и здесь видит долы.
Постоянно приходится отступать от темы и что-то объяснять, так и не доходя до главного. Но пока об экономии.
Представим себя на месте производителя ножей. Вот у нас заказ на 100 000 ножей с длиной клинка 130 мм., с некой выделенной на это суммой денег и обговоренными характеристиками по различным свойствам: упругость, твердость и т.п. Что мы делаем в первую очередь? Ищем подходящие марки стали, которые дадут нам после термической обработки необходимые свойства. Теперь из этих сталей мы выбираем самую дешевую, если в заказе она не обговорена конкретно. Если удастся навариться на этом – хорошо. Если марка стали обговорена, а так чаще всего и бывает, то навариваться придется в другом месте. И это место – дол.
Затраты на изготовление дола при имеющейся оснастке – одна лишняя операция, то есть один лишний задействованный станок и один лишний человек за ним. А экономию (наш навар) – считаем. При доле длиной 100 мм, шириной 5 мм, и глубиной 2 мм мы экономим: 7,87х10х0,5х0,2=7,87 грамма стали. Со 100 000 ножей мы экономим 787 кг стали. При цене Х12МФ в 400 р. за кг, получаем 314800 р. Вычтем из этой суммы зарплату рабочему, энергию, амортизацию станка и получим вполне приемлемую экономию. Стоит с такой экономией заморачиваться или нет, решает производитель, но когда речь заходит о военных контрактах и госзаказе, за проект с долом подрядчик будет биться руками и ногами без раздумий. А в военное время тем более. Там заказы на оснащение армии могут исчисляться миллионами штук. Например, только винтовок Мосина выпущено 37 млн. штук, а к каждой винтовке полагался штык.
Посчитаем? Рисуем некий штык длиной 30 см, затем проектируем на нем двусторонний широкий дол, доходящий почти до кончика клинка. При ширине долов в 1,5 см, длине 25 см и глубине 2 мм получаем 118 грамм металла с одного штыка. Облегчило это штык? Облегчило, кто спорит? И это важно но, важнее всего, что мы сэкономили при заказе в миллион штыков 118 т. стали, а это 47 200 000 рублей которые, в принципе, можем поставить себе в плюсик. Если мы сможем еще и дорогую сталь на дешевую заменить – вообще золотое дно. Вспомните нашумевшее уголовное дело, когда от ширины дороги подрядчики умыкнули всего пять сантиметров и «заработали» на этом миллионы.
В другом случае дол нам поможет уменьшить расчетную себестоимость и побороться за тот же госзаказ, а там, получив его, уже разбираться что к чему и как на этом заработать. Заметьте, нигде речь не идет об упрочнении чего-то. Нам это упрочнение как слону дробина – современные стали позволяют уменьшать сечение клинка с помощью дола (вытягивая заготовку в длину) без значимой потери прочности. Даже с долом прочности клинка после термообработки будет хватать для выполнения всех предполагаемых задач, да еще и с запасом.
Дол на холодном оружии не усиливает, а некритично ослабляет его. Граммы, на которые штык стал легче после изготовления дола, в скоротечном рукопашном бою, если он все же состоялся, роли не играют. Отстрелянный магазин снизят вес оружия значительнее, чем любой дол.
Почему на холодном оружии долы разные? Так это от традиции или вкусов. На вкус и цвет – товарищей нет. Вот, например, бебут образца 1907 года «для нижних чинов артиллерии» российской армии – дань тогдашней моде на все кавказское. И рукоять и долы, без всякого сомнения, «слизаны» с кавказских кинжалов.
А вот японцы знали про дол, но зачастую сделать его не могли именно из-за самой конструкции клинка. Вспомните строение катаны с разного рода сталями в теле клинка. Отштамповать на такой катане дол можно. Выточить - нельзя: вся работа по сварке пойдет коту под хвост.
То есть, они не облегчали свои катаны и не «усиливали» их долом. Хотя почему бы не "усилить" дополнительно вдобавок к тому что уже наворотили? Почему? Хотя катаны с долом встречались. Редко, но встречались. Примерно с таким как на кавказских шашках.
Средней ширины дол на кавказской шашке.
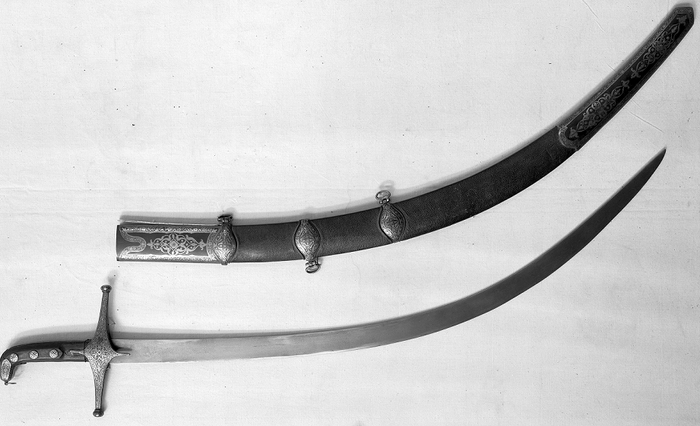
Это привело к значительному отставанию от европейцев в длине оружия. Свой «двуручник» - длинную катану - японцы более-менее научились делать тогда, когда в Европе его стали уже забывать, то есть, к ХVII веку. ". Основной причиной того, что использование таких мечей не было повсеместным, являлась сложность изготовления". Для японцев. Да, вот такая вот «тайна» наоборот. Мы тут спорим о том, зачем на оружии дол, а надо бы: почему на массе японских катанах дола нет? Как и на шамшире, например. Здоровая сабля, а на тебе: ни "усилена", ни "облегчена".
Как же так, арабам и японцам ничего усиливать и облегчать не надо было?
Один и тот же дол или заменяющие его два или три узких дола могли выполнять сразу две или три функции, из которых экономия металла, при его дороговизне в старые времена, имела не последнее место.
Как-то все это – экономия денег - банально выглядит, скучно и уныло, что даже грустно. Кобо Абэ, кажется, написал, что «когда женщина снимает трусики – тайна пропадает», но у нас еще полно загадок и мифов.
В прошлой статье упомянул, а сейчас подробнее расскажу как дол «упрочняет» сталь наклепом. Я бы и рад перейти к узкому долу у обуха, да объяснить для чего он нужен (вот никак не для кровостока и экономии металла), но миф есть– будем разбираться.
Предположим, что дол, полученный ковкой (штамповкой) упрочняет металл за счет нагартовки (наклепа). Упрочнять он его будет только в том случае, если дол штамповался «на холодную». Однако делать так естественно никто не будет, потому что это очень сильный износ оборудования и неплохая возможность сломать заготовку. Поэтому дол штампуется, накатывается только в горячем состоянии (или на хорошо отожженный металл), а в этом случае, при гоячей штамповке, у нас наклеп не происходит. Все сабли штампуются "на горячую" в специальных валках.
Более того, даже если наклеп и случился, то он будет снят нормализацией, которая проводится перед закалкой. Если на кованном изделии нормализацию не провести, то возможно коробление (изменение формы) и даже растрескивание заготовки. Когда я учился ковать, а ковал я сидя у небольшой печурки в бане, выстукивая кинжалы слесарным молотком на куске рельса. И однажды долго думал, почему мой нож после закалки покрылся еле видимой паутинкой трещин.
Я слышал только об одном современном мастере, который специально упрочняет свои клинки наклепом. Но учился он этому долго и его клинки стоят дорого. Кстати, хорошо упрочняется наклепом сталь Гадфильда, но на ножах она не нашла широкого применения.
Меня спрашивали мастера, которые куют ножи, почему их клинок после закалки звенит? (Или даже ссылки давали чтобы прояснил этот момент) Вернее, почему только что вынутый из закалочной среды клинок некоторое время гудит в определенной тональности?
Причем где-то в Сети видел ролик где автор гордится получением такого странного "феномена". Хочется, конечно, ответить словами из анекдота про феномена, но воспитание не позволяет. Объясняю: гудеть клинок начал еще в закалочной среде, только нам этого не слышно. А гудит он из-за того, что при закалке возникают очень большие напряжения в металле. (При замедленной съемке видно, как длинный клинок, опущенный в воду для закалки, извивается словно змея).
А так как у нас уже были созданы напряжения ковкой в неподходящих температурных режимах, то металл не выдерживает и растрескивается. Появление этих микротрещин и вызывает звон, причем иногда продолжительный. Дело в том, что распад аустенита на мартенсит происходит некоторое время и после вынимания клинка из закалочной среды. Это рушит еще один миф, который утверждает что кованый клинок всегда лучше. Кстати, а лучше чего? Давайте разбираться.
На заводе большие слитки металла проковывают молотами или используют прокатку непосредственно сразу после выплавки стали. Во время прокатки в металле завариваются поры, выравнивается его структура, растворяются остатки различных ликваций, дробятся механические примеси. После этого прокат в том числе и в виде полос различного размера поступает на продажу и к ножеделам. Из этих полос найфмейкеры вырезают свои ножи.
Некоторые умудряются заводскую полосу еще и ковать. Только вот ковка в данном случае уже никак не изменит структуру полосы пятимиллиметровой толщины. Зато есть возможность растрескать свой клинок во время ковки или во время закалки.
Я когда начинал ковать так немало хороших напильников испортил. Откую, закалю - а он весь в трещинах. А толщина напильника всего 5-7 мм. Чуть считай поковал и выкинул. Хотя вру: послужили еще сколько-то, так как растрескивание поверхностное было.
Я здесь не говорю про дамаски и булаты, которые можно отнести к композитам с металлической матрицей. Там как раз все наоборот и проковка спусков «в ноль» может очень сильно изменить свойства стали. Дамаски и булаты часто все же стали с анизотропными свойствами и сравнивать их с гомогенными сталями нужно осторожно.
Короче, кованый нож от неизвестного мастера – эта та еще лотерея. Любой из тех, кто читает эту статью, сталкивался с историей, как некий «дядя Вася» изготовил чудо-нож из паровозного клапана, лопатки турбины, куска арматуры и т.п. и этот нож всех победил.
Понимаю, может экономия стали долом кому-то и не зашла. Поэтому в следующей статье будет про то, как узкий дол мог влиять на геополитику. Прикиньте: где геополитика, а где узкая канавка на клинке. Как-то я сказал об этом известному американскому мастеру Джеку Левину, а он в это не поверил. Пришлось писать статью.
Пы. Сы. Написано уже много, а до широкого дола мы так еще и не добрались…