

Рубрика - Интересные Факты:
Рубрика - Интересные Факты:

Рубрика - Интересные Факты:
Рубрика - Интересные Факты:

Рубрика - Немного о моде 2023: Судя по текущим коллекциям, цветочные мотивы будут сопровождать нас даже зимой. Смело носим кольца в виде раскрывшихся бутонов, усыпанных камнями, или массивные ожерелья, как будто бы с только что распустившимся на вашей груди садом. Да, ювелирные украшения не на каждый день, но на свидание или в театр — вполне.

И это Монтировка, но, к сожалению, из-за большого объема информации, данная статья будет поделена на 3 раздела, из них вы узнаете, что такое монтировка в целом, на какие подпункты она делится. Какие функции выполняет монтировщик, какую несёт ответственность, и какое пагубное влияние от данного труда можно получить. И много всего интересного, ставьте лайки, Подписывайтесь на наш блог, Пишите комменты, и приятного чтения!
Часть 1-я. Монтировка.

Работа монтировщика требует особого мастерства. Он должен собрать украшение, состоящее из нескольких частей, сделать нужный размер кольца, обработать все поверхности. Получается заготовка в собранном виде. От качества монтировки в ювелирном производстве зависит насколько прочным, крепким и точным будет ювелирное украшение, поэтому это основной этап производства ювелирных украшений.

Монтировка — это соединение деталей ювелирных изделий, изготовленных гибкой, разрезанием, распиливанием, фрезерованием, штамповкой и другими методами. Такое соединение производится пайкой, сваркой, клепкой и другими технологическими операциями.
В процессе выполнения монтировочных операций производится сборка (монтаж) ювелирного изделия из отдельных элементов. Основными процессами монтировки ювелирного изделия являются: пайка, сборка филиграни, сборка подвижных соединений, опиливание и шабровка изделия, и закрепка камней
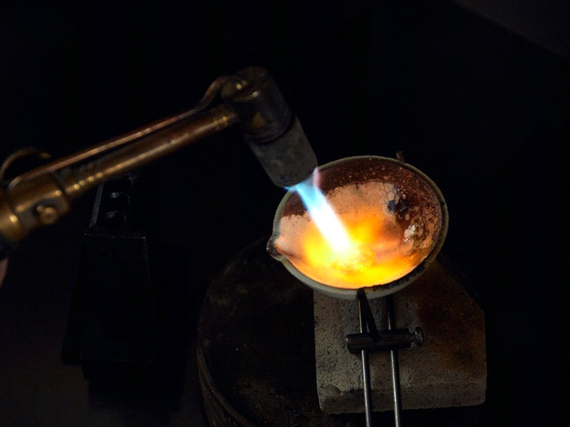
Самой важной из них является пайка. Это процесс, при котором очищенные от грязи, жиров и окислов твердые металлические детали соединяют посредством расплавленного связующего металла или сплава — припоя, имеющего более низкую, чем соединяемый основной металл, температуру плавления.
Состав и свойства мягких припоев.
Организация рабочего места - одно из важнейших условий качественного труда, сокращение потерь драгоценных металлов и снижения утомляемости. Рабочим местом ювелира является верстак. Ювелирные верстаки бывают разных конструкций: на деревянной основе или металлической, однотумбовые и двухтумбовые, одноместные и многоместные. Это во многом определяют условия цеха или мастерской, но в любом случае есть обязательные требования к каждому ювелирному месту. Сам верстак должен занимать устойчивое положение, чтобы в процессе работы не иметь продольных и поперечных колебаний. ( фото верстака или отсылка к фото)
Столешница верстака (верхняя плита) должна быть массивной и иметь сегментный вырез (рабочую ячейку) с местом крепления для финагеля (файнагеля).
Финагель может крепиться тугой посадкой хвостовика в отверстие торца центра рабочей ячейки или иметь винтовое крепление, позволяющее его удерживать без люфта. Финагель изготавливается из твердых пород Дерева (как правило, дуба) и служит упором при работе ювелира за верстаком.

Для сборки отходов в процессе обработки изделий служит выдвижной металлический короб или кожаный фартук под рабочей ячейкой верстака. Короб для сбора отходов устанавливается на такой высоте, чтобы не касаться локтя ювелира при выпиливании лобзиком на финагеле и не упираться в колени при нормальной посадке ювелира на стуле. Короб, также, должен иметь сегментный вырез на лицевой стороне, чтобы в выдвинутом положении уменьшить потери отходов драгметалла.
Короб глубиной 50...70 мм изготавливается из огнеупорных, нержавеющих и немагнитных материалов, как правило, из нержавеющей стали.

Во время работы на верстаке должен находиться только тот инструмент, который необходим для данной операции. Верстак не должен быть захламлен инструментами. Инструменты могут располагаться по обе стороны рабочей ячейки, а центральная часть верстака (в зоне финагеля) должна быть свободна для размещения деталей изделия. На верстаке под рукой всегда должна быть щетка для обметания инструмента и рук от опилок. Инструмент и руки обметают после каждой операции в короб для сбора отходов.
“Уборка рабочего места по окончании работы производится в следующем порядке. Изделия и детали из драгметаллов обметают щеткой и убирают в коробку для изделий. Инструменты обметают щеткой каждый в отдельности и убирают в отведенные Для них места. Затем обметают всю верхнюю часть столешницы и отходы сметают в короб. После обметания рук щеткой приступают к сбору отходов из короба. С этой целью сметают отходы со всей поверхности короба в кучку и заметают их на специальный совочек, из которого высыпают в банку для сбора отходов. Этот прием повторяют 3 — 4 раза до максимально полного сбора отходов.
Столешница верстака должна быть покрыта огнеупорным материалом (как правило, пластиком), обеспечивающим ровную и гладкую поверхность. Контур верстака должен иметь бортик. Лицевая сторона верстака отделывается бортиком высотой 4...5 мм с разрывом в зоне финагеля (для сбора отходов), остальная часть периметра верстака может иметь бортик произвольной высоты, в зависимости от условий работы (как правило, 150 мм). Поверхность столешницы должна исключать наличие щелей и трещин, с этой целью контур соединения бортика и столешницы зашпаклеван. Подверстальные тумбы служат для хранения инструмента и приспособлений. Емкость их и количество выдвижных ящиков должны обеспечивать хранение всех личных инструментов. Комплектный стул должен быть устойчив и удобен по высоте, при наличии винтового устройства, регулирующего высоту стула, должны быть исключены люфтовые колебания. Ювелирный верстак обеспечивается светильником дневного освещения, прикрепленным стационарно. Гибкий шланг или подвижной кронштейн светильника должен обеспечивать вертикальное и угловое перемещение света в зоне финагеля, а также нормальное освещение всей поверхности верстака. При условии подводки центральной газовой магистрали ювелирный верстак обеспечивается двухканальным трубопроводом с регулировочными кранами для подключения к газопроводу и каналу сжатого воздуха, обеспечивающего давление. При отсутствии газовой магистрали используются индивидуальные газовые или бензиновые аппараты. Для хранения изделий, полуфабрикатов и отходов каждый ювелир имеет металлический ящичек (гофт) с закрывающейся крышкой и опломбировывающийся личной печатью перед сдачей его на хранение. Для сбора и хранения отходов (опилок, стружки, обрезков и т. д.) должна быть баночка с плотно закрывающейся (завинчивающейся) крышкой и по размерам свободно размещающаяся в гофте. Условием эффективной работы ювелира является размещение инструмента на рабочем месте”.
Спасибо за просмотр!!!продолжение будет более интересным в следующей статье....
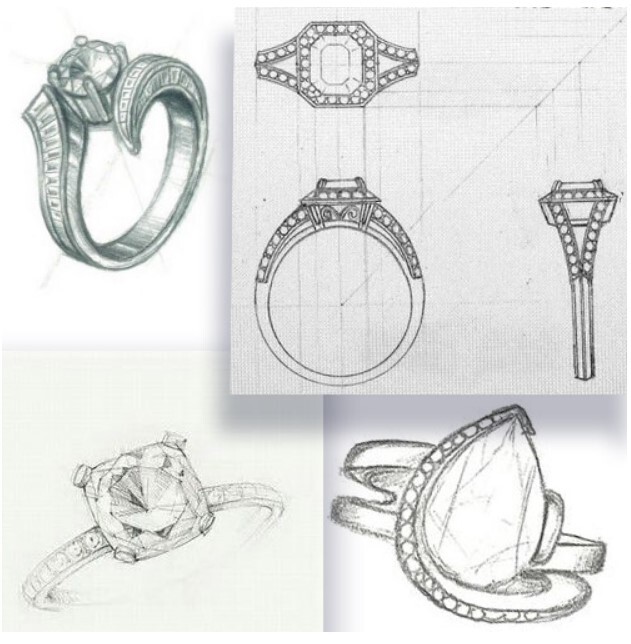
Оно начинается с создания модели. Изначально идея оформляется в эскизах и на бумаге, рисуется в нескольких ракурсах, после этого мастер оценивает модель с точки зрения технологичности и воплощения в изделие.
Если украшение получается слишком сложной формы – оно разбивается на несколько составных частей, которые будет проще изготовить по отдельности, а после скрепить.
Следующим этапом идёт изготовление мастер-модели. Тут существует несколько подходов:
До появления нанотехнологий…
И так рассмотрим метод более традиционный для большинства ювелиров: если украшение изготавливается в единичном экземпляре, то модель вырезается прямо из воска. Существует несколько его разновидностей, отличающихся твёрдостью и температурой плавления. Ювелир выбирает подходящий себе сорт и с помощью различных инструментов вытачивает из бруска восковый прообраз изделия, просчитывает установку литников далее заготовка прессуется под высокой температурой в пресс-форму, чтобы уже во время литья расплавленный металл заполнил все пустоты и не оставил нигде пузырьков воздуха;
Вот такими инструментами вырезается восковка в единичном экземпляре.

Если украшение готовится к серийному выпуску – сперва изготавливается мастер-модель из серебра или никель-цинкового сплава. После этого она запекается в специальной резине, резина разрезается, достаётся мастер-модель, а получившаяся форма используется для литья заготовок расплавленным воском;
Пример «Резинка» для изготовления серийного производства модели.

После появления нанотехнологий…
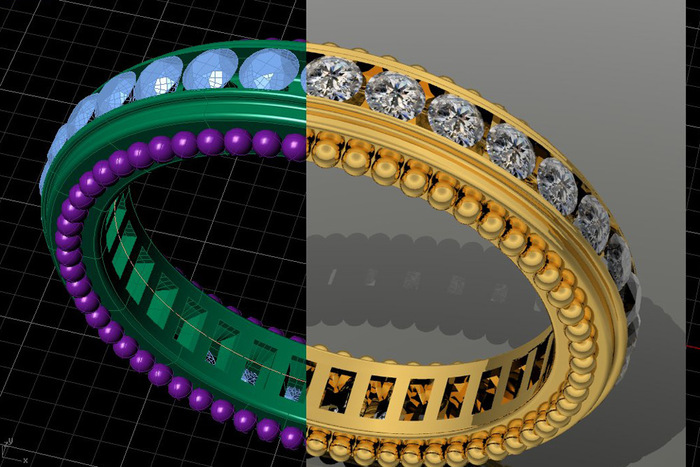
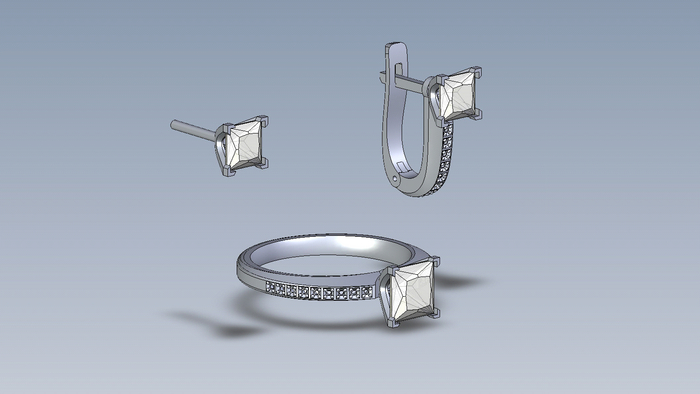
Современные технологии добрались и до ювелирной отрасли. На сегодняшний день существуют специализированные CAD-системы позволяющие создавать 3D-модели ювелирных изделий с помощью компьютера. Создание цифровой модели имеет ряд преимуществ перед традиционными способами: можно сразу прорисовать вид украшения вместе с камнями, оценить – какие лучше подходят, создать несколько вариантов одной и той же модели – выбрать наилучший из них, вносить изменения согласно пожеланий клиента не вмешиваясь в тонкие детали восковки. В любом случае – видеть изделие заранее, до его готовности, позволяет избежать тысячи и одной ошибки, которые могут возникнуть в процессе изготовления. После создания и утверждения 3D-модели в дело вступают так называемые 3D-принтеры. Эти высокотехнологичные устройства по модели с помощью лазера ступень за ступенью с очень высокой точностью воссоздают из воска прообраз ювелирного украшения. После его можно сразу изготавливать, или отлить мастер-модель и изготовить резиновую форму для будущего, или сразу выращивать из воска столько заготовок, сколько требуется.
Все начинается с идеи
На данном этапе происходит проработка типа и формы украшения, а также наличия вставок из камней.

Эскиз ювелирного украшения
Jewelry-дизайнер продумывает макет изделия и создает его 3D-проекцию в нескольких ракурсах.
Формирование модели украшения
Для формирования модели применяются специализированные резиновые формы «восковки» или 3D-печать. Полученный прототип позволяет мастеру «вживую» увидеть, как будет выглядеть украшение.


Изготовление слепка украшения
На специализированный стержень нанизывается несколько форм-восковок, которые окунают в «опоку» и отправляют запекаться при высоких температурах. После того, как мастер вытопит воск, останутся лишь пустоты, заполняемые материалом.

Заливка украшения
Подготовленная форма заливается драгоценным металлом, который может быть как чистым, так и с примесями. Наличие добавок в золоте влияет на пробу и цвет.


Сборка
После того, как формочка с металлом остыла и затвердела, мастер под напором воды очищает заготовку от глины. Каждую отливку обрабатывает монтировщик, соединяя все детали в единое целое. Также на этом этапе подгоняются размеры и устраняются мелкие дефекты.

Финишная обработка ювелирного украшения
Украшению придают презентабельный вид посредством полировки и шлифовки. После того, как текстура выровнена и устранены следы первичной обработки, изделие шлифуют до красивого глянцевого блеска. Заключительным этапом выступает проверка.
После чего на витринах салона и в интернет магазине появляется новое изделие

Фото материалы и информацию предоставили : https://orientalforyou.com/


Привет! Это ювелир Евгений Зыскинд и несколько украшений, выполненных нами этой осенью на заказ.

Эти серьги для своей жены клиент Олег нарисовал сам. Он мультипликатор и придумывать ему в кайф. Мы же воплотили его рисунок в жизнь, положили эмаль, вставили в проценты бриллиантики.
По его задумке проценты на одной бутылке означают 25 лет их брака с женой, а 40 - крепость отношений. И похоже что дальше она только будет расти. Похоже в их отношениях без бутылки не разобраться.
Серьги с бриллиантами 0.3 карата

В бриллиантовых украшениях всегда много блеска. Так и тут - кайфовые серьги из желтого золота с мелкими и средними, в треть карата бриллиантами. Одиночные камни подвижны, максимально открыты свету и играют со всех сторон.
Золотые серьги для теннисистки

Приходит к нам мужчина импозантный, в возрасте и обозначает проблему - мол, хочет дочери сделать подарок, украшение, но не просто, а с идеей и душой. Объехал несколько магазинов и ничего не встретил.
Выяснилось что девушка блондинка и играет в большой теннис. Это и стало источником идеи. Через неделю работ клиент с первого показа согласовал эскиз серег, в виде теннисных ракеток и мы продолжили. Покрыли их бриллиантами и сделали в желтом золоте, которое очень подходит блонде. Вуаля!
Серьги цветы пионы

Эскиз серег, когда-то разработанный для любительницы больших и эффектных флористических украшений долго пылился в архиве. Его полуторокаратные бриллианты были немного неуместны для сегодняшней аудитории.

Сейчас они обрели вторую жизнь. Мы сделели сережки нежными, уменьшили их размер до удобного в постоянной носке, сделали бутон объемным и реалистичным, и выложили на маркетплейсы. Невысокая цена и оригинальный внешний вид делают их симпатичным подарком.
***
Если захочется больше окунуться в процессы, заглядывай в мой ювелирный телеграмчик. Там закулисье ювелирной студии, инфа по новинкам из первых рук и вкусные предложения по новогодним подаркам.


