
Ручное управление лазерной резкой
Как обрезать скелет после раскроя в ручном режиме ?
Для этого в cypcut есть функция jog cut для ручного управления резкой.
Полезная вещь. Думаю, многим может пригодиться.
Как обрезать скелет после раскроя в ручном режиме ?
Для этого в cypcut есть функция jog cut для ручного управления резкой.
Полезная вещь. Думаю, многим может пригодиться.
Важно: данная программа совместима только со станками, где установлен контроллер FSCUT. Если у вас на станке стоит что-то другое, то с вашим станком она работать не будет. Здесь не действует принцип что-то установить и работать.
Программа будет полезна при желании улучшить загрузку и сократить простои, когда на другой ПК устанавливается копия программы и делаются основные раскладки. К сожалению настроить параметры обработки так не получиться, так как нужна привязка к станку либо покупать cypNEST.
Просмотрев видео получите знания полезные для дальнейшего обучения и совершенствования.
Программу можно скачать здесь: https://cypcut.ru/skachat-cypcut/
Пару недель назад вкатился в лазерную резку, имеется станок который раскраивает 3000х1500, но столкнулся с тем что в интернете не могу найти готовые макеты для резки по металлу. По дереву их пруд пруди (хотя все это неинтересная сувенирка), а вот по металу единицы.
Несколько раскроев видел на сайте вмасштабе ру, видел этси, читал что продают макеты на амазоне, но не смог найти теги по которым можно искать их, готов платить за макеты, но не могу их найти, пишу в надежде что кто нибудь подскажет.
ps имеется специализированная программа camduct, пилю в ней вентиляцию, сталкивался с проблемами которые решил, если у кого есть вопросы могу запилить пару постов или гайдов по ней
Программы часто обновляются и важно иметь актуальную ее версию. Производитель, компания Shanghai Friendess Electronic Technology Co., Ltd постоянно обновляет свой софт дополняя множеством новых функций и возможностей.
Здесь выкладывают новинки которые можно скачать и они еще не появились на официальном сайте, где еще 6.3.762, на этом сайте уже можно скачать и использовать 6.3.907. При этом там официальные версии, скорее всего у ребят прямой диалог с производителем.
Справка (информации не много, но все же есть): https://cypcut.ru/nastroyka/
Здесь несколько примеров того, что появилось в новых версиях:
CypCut 6.3.903 (оптимизация траекторий)
CypCut 6.3.801 (обработка остатков материала)
Как обновить? Как сделать бекап?
Для новичков:
CypCut можно поставить на любой ПК и поучится работе с программой, а так же предварительно готовить задания на станок. Лицензия производителя это разрешает. Не разрешает управлять станков без лицензии. Формирование задачи не на станке сильно снижает простой и повышает производительность.

Большинство поставляемых из Китая лазерных станков имеют контроллер управляемый из программы CypCut. Программа удобная и понятная. Много чего интересного, но главное , что она достойно выполняет свою задачу.
Копаюсь в последнее время в тематике лазерной резки и тема запарная, так как информации не много и она по крупицам собирается.
Для эффективно зарабатывания на лазерном станке, важно обеспечить его постоянную загрузку.
Вопросы:
1. Как эту загрузку понять?
2. Поняв как ее оптимизировать и повысить эффективность?
3. Как отладить чтобы всегда так работало?
Что у нас есть:
Лазерный станок VENO TURBO FIBER 1530 (1500x3000 мм, Raycus, CypCut)
Жмите кому надо подробнее
Как эту загрузку понять
- Первое, что приходит на ум постоять с секундомером и все замерять.
- Вторая более правильная мысль поработать самому и оценить эффективность и далее выстроить желаемую производительность.
У первого варианта данные будут не корректные, так как увидев секундомер либо все замедлятся либо все ускорятся, так же данные получатся здесь и сейчас и не отразят последующие дни.
Во втором варианте есть подвох в том, что по логике задачи постоянно меняются и точность полученных данных будет не очень и главное, то что я буду знать о том, что операторы недорабатывают и буду ночами думать как из стимулировать и мотивировать. И главное это ни как не дает мне понимание как на это оперативно влиять.
Ситуация привела к поиску автоматизированных решений, что не дорого и главное чтобы постоянно мониторило.
Что меня интересовано:
- Простой
- Производительность
- Кто и когда и на сколько
- Отчеты
- Не дорого
Нашел вариант за 140 000 руб облачного мониторинга. Там есть все, что перечислено и более. Поставили на станок примерно за 1 час. Остановка станка составила 20 минут.
Что может и для чего можно почитать здесь.
Эта штука ответила на вопрос загрузки и отладки. Все представлено в графиках и понятно за все периоды и можно сравнить. Сравнение дает мне понимание ситуации мне и сотрудникам и не надо ничего объяснять и доказывать. Все очень очевидно и понятно. Спорных ситуаций стало меньше и у желающих работать глаза загорелись , а те кто создавал видимость начали уходить.
Далее простой.
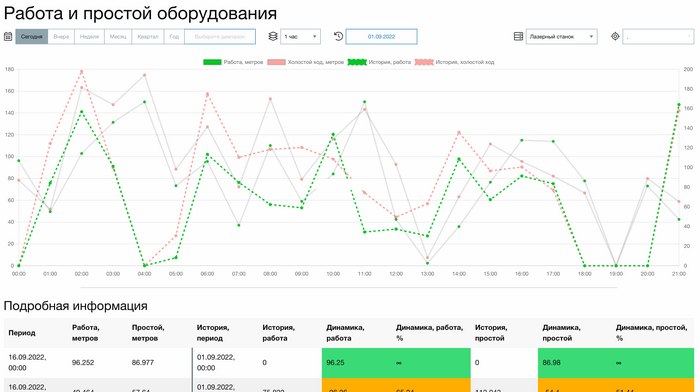
Как важен показатель простоя и анализ причин объяснять не надо. В отчетах все понятно и видно. Простой наверно наиболее важная штука в каждодневной работе.
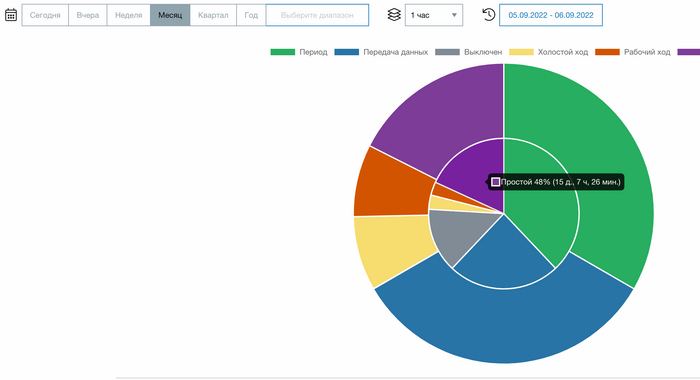
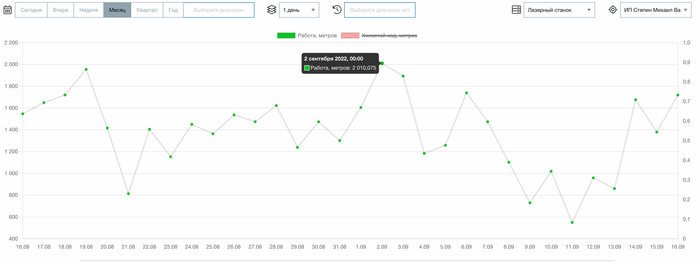
И вишенка.
В чем считать производительность (эффективность). Здесь у каждого свое мнение, но так как станок режет метры, то логично метры и смотреть. Все учтено по метрам. На графике месяц и это загрузка станка.
Всем перечисленным решил 1 и 3 вопрос. Помимо перечисленного там еще по персоналу, скорости, мощности и тд. Важные данные, но не первостепенные.
Ну главное, что начальник по производству не отчетами для начальства занимается, а делом, то есть отладкой производства и его контролем. Ему легче и производство обрело хозяина.
Как повысить эффективность станка на CypCut
Первое, что надо сделать, это посмотреть на версию вашего контроллера и обновить систему. В новом софте много новых плюшек. Обновить не сложно, но если не уверены, то зовите того кто уверен и может.
Софт брал здесь. Как обновить здесь. Делать бекап здесь. Не вижу смысла особо расписывать процедуру там все понятно, если не понятно, то лучше заплатите денег и вызовите специалиста.
Что дало: Стало легче работать за счет того, что надо меньше нажимать кнопочек. Перевод на русский адекватнее. Фишечки и плюшечки. Станок стал более отзывчивее, это все субъективно, но причина переустановки не в том, а в желании попробовать софт CypNEST, который требует совместимости и более нового CypCut. Эффективность CypCup на прямую зависит от CypNest.
Про CypNEST читайте здесь
Программа огонь, но и стоит огонь. Последнее предложение от поставщика составило 250 000 рублей за вечный ключ. Это дорого, но попользовавшись месяц я понимаю, что надо искать варианты либо через них либо еще как-то приобрести. К сожалению купить через пластиковую карточку ограниченную лицензию у меня не получилось, возможно из-за санкций и тд.
Использование CypCut совместно с CYPNEST решить второй вопрос и формирование сменно суточных заданий. Это решение как раз по оптимизации и организации рабочего процесса. Использование CYpCut для раскладки можно использовать, но там масса ограничений.

Выводы:
Без мониторинга ни как, так как любые улучшения надо мерять.
Важно иметь продвинутый софт для оптимизации раскладки и формирования сменно-суточных заданий.
Главный вывод надо зарабатывать, чтобы все это иметь:) чтобы еще больше зарабатывать.
день добрый !
Нужна помощь в настройках режимов (слоев).
Купили лазер в Китае ,но проблемы в стране не дали приехать с лазером настройщику .


Хороший человек выслал мне на почту файлы, но у нас новая версия программы, она не открыла, мы основном режем холоднокатаный металл воздухом, металл режем 0.8 мм, 1мм, 1.5мм, 2мм

Доброе время суток. Недавно был приобретен волоконный лазерный станок с рабочим полем 1300х900 мм, мощность 500 Вт Raycus. Лазерная голова Raytools BT240 (Швейцария) - производство естественно Китай. Серводвигатели Yaskawa, но мне кажется на заводе немного с запасом поставили серваки, ибо мощность с избытком. Механика станка полностью выполнена на линейных направляющих HIWIN 30 и 35 (тоже перебор по прочности), ШВП по всем осям - X Y - 32я, на Z - 25я. Рама сварная, квадратные трубы и листовой металл, вес 1500 кг (как по мне вес достойный для этой малютки).
Используем в основном для резки нержавейки 0,5 и 0,8 мм с применением азота. Сопло используем 1,2 мм, расход азота в среднем 12-14 м3 в час (по бАгАтому), но это вынужденная мера, так как рез должен быть идеален, без шлака и потемнения на краях.
При эксплуатации возникло много вопросов - как, сколько, почему, как же так и т.д. ))) С завода идет постоянная тех. поддержка (очень удивлен), оказались ответственными ребятами. Выслали много электронной информации по настройке программы и головы. Но в ходе резки выяснилось, что фокус на голове 0 или -1 не очень подходит, методом тыка и подбора вышел на -2,50 (это фокус на самой голове).

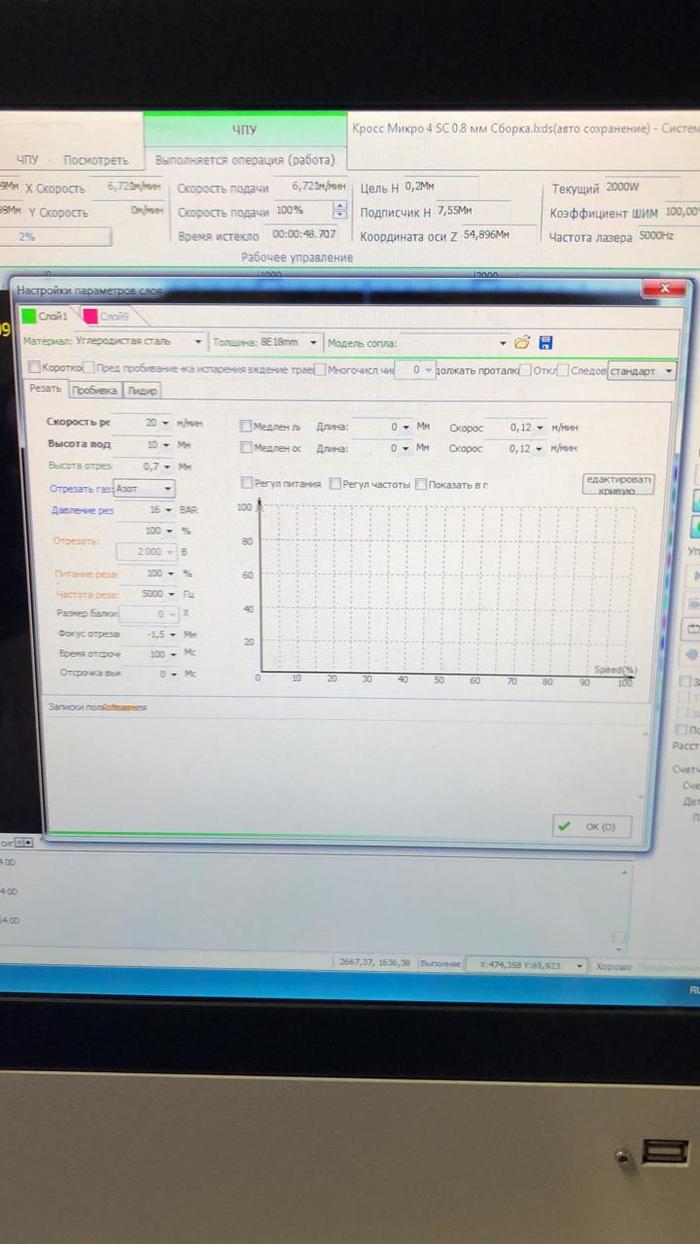
Далее пошли вопросы по программному обеспечению, программа Cypcut 6.3.702.8. Проработала недолго, после начались сбои, перестала сохранять настройки слоя и параметры резки. При перезагрузке ее, все настройки слоя (кроме скорости) сбивались на совсем другие параметры. При сохранении слоя и перезапуске с последующей загрузкой сохраненных настроек, результат такой же.
Переустановка программы ничего не давала, поэтому решил установить последнюю версию 6.3.712.5 и "О ЧУДО", все начало работать, сохранения остаются с теми же параметрами что и были выставлены. При закрытии и открытии Cypcut настройки также не изменяются (пока что).
Скрин самой программы Cypcut
На данный момент пользуюсь самыми примитивными функциями программы. Нигде не могу найти нормальной инструкции по новым версиям, желательно на русском или русификатор программы. Изучаю по возможности сам, что то читаю, что то высматриваю в ютубе, но раскрытой информации на русском почти нет, только демонстрация работы и т.д.
В дальнейшем по мере изучения хочу по шагам начать раскрывать эту тему, т.к. на данный момент волоконные лазеры начинают все больше внедрятся в производство.
Предлагаю всем желающим присоединится к данной теме, ибо это актуальная тема для будущих владельцев данного оборудования. Спасибо за внимание и дальнейшую помощь в раскрытии вопроса.
Доброго времени суток.
Сразу небольшой видосик, это холостой ход арки по столу ) В начале медленно это простой ход, а быстрое перемещение - это максимальная скорость холостого хода (1500 параметр в программе)
А теперь дальше.
Для моих скромных 10 подписчиков, да и для всех остальных.
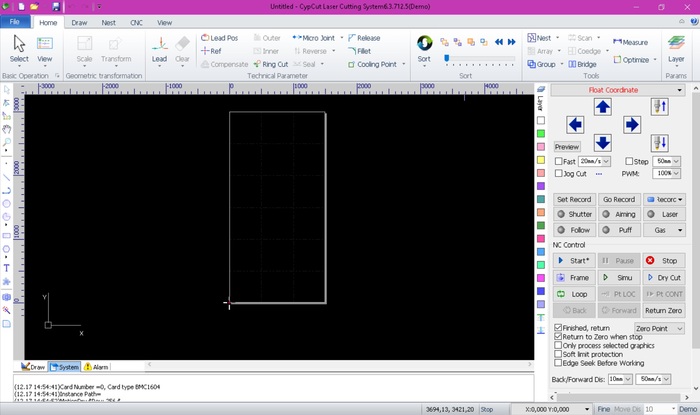
В прошлом посте я вкратце рассказал про установку лазера https://pikabu.ru/story/ustanovka_lazera_na_proizvodstve_mno... . Теперь расскажу про основную программу для работы на этом лазере. Название её CypCut Laser Cutting System
Основное окно программы.
1 - автоматическая расстановка точек входа лазера.
2 - настройки векторов для резки.
3 - Установка очереди реза.
4 - Управление головой лазера и самим лазером.
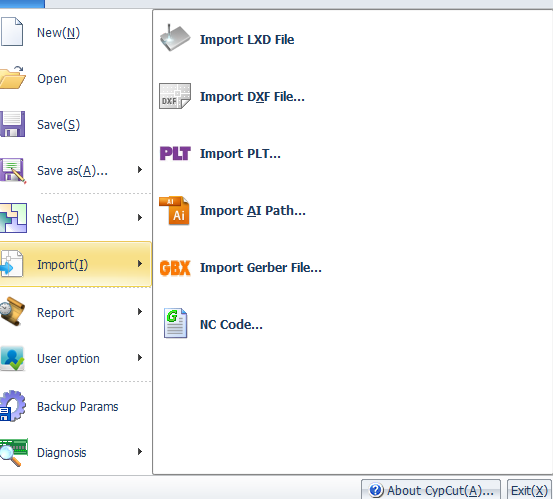
Импорт файлов.
Как видите, основные форматы DFX, PLT, AI и G-code
LXD - это родной формат программы.
После импорта необходимо расставлять точки входа лазера, на тонких металлах можно оставить как есть, а всё что толще 1мм желательно их расставлять. Т.к. врез бывает большим кратером.
Разные цвета векторов обозначают разные настройки реза лазера, в данном случае розовые вектора это гравировка, мощность лазера небольшое. Синии линии - это сквозной рез металла.
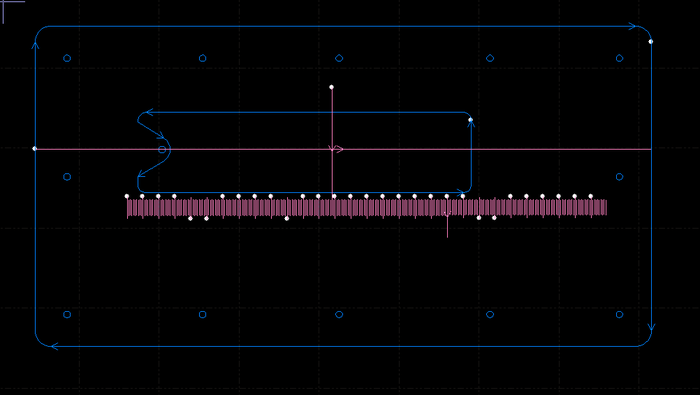
Вот так на раскладке выглядит точка входа.
После настройки входов и выходов необходимо выставить последовательность реза. Что бы в начале лазер выгравировал розовое, после отверстия внутри, а уже в конце вырезал саму деталь. Это можно сделать двумя способами: автоматически или в ручную.
Автоматически, зачастую, хватает для работы, но иногда нужно и изменить последовательность.
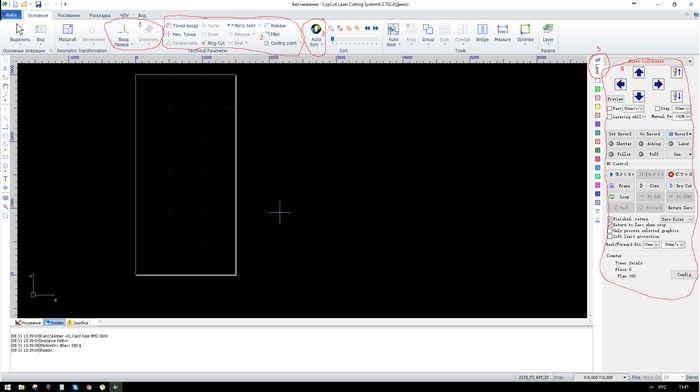
Так выглядит автоматическая настройка.
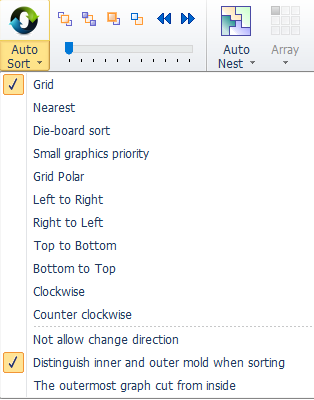
А уже при выделении вектора можно выставить в ручную, но только определенные варианты последовательности.
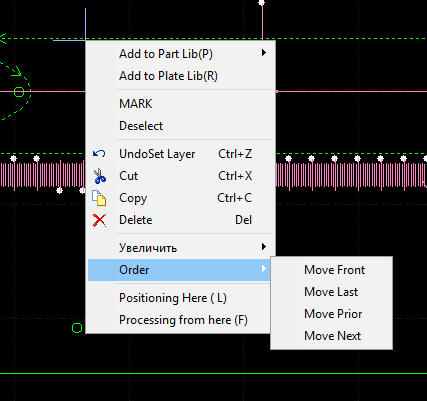
Обычно пользуюсь Move Last или Move Front, поочередно выделяя и маркируя вектора. Последовательность маркировки сохраняется и лазер режет в той очереди как я выставлял.
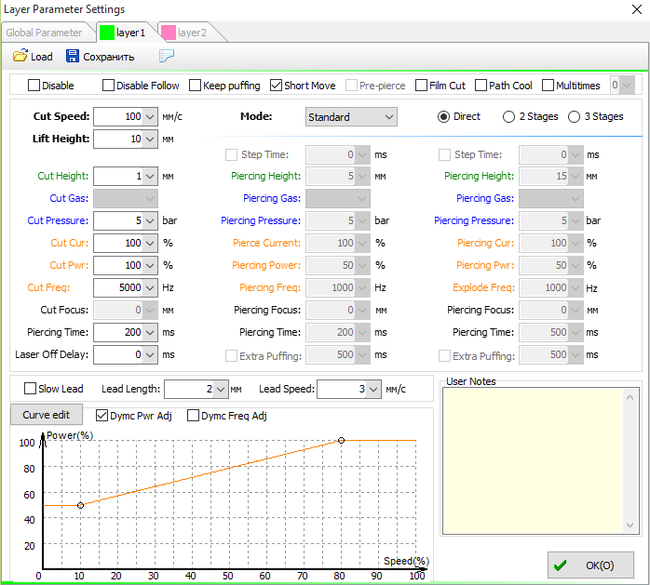
Ну вот выставили всё необходимое для макета. Теперь остаётся выбрать режим работы. Это выставляется в окне Layer. Количество слоев всегда будет равно количеству цветов в макете. В данном случае их всего два. Зеленый - это рез, розовый - это гравировка.
Настраивается, скорость реза, подъем головы по Z при переходах, высота реза от металла, давление газа, мощность лазера и частота. Так же можно выставить динамически изменяющиеся параметры мощности в зависимости от скорости реза. малые отверстия будет резать с меньшей мощностью что бы не перегревать металл, а на длинных прямых мощность будет расти. Ещё можно выставить отдельные параметры для прокола и нагрева металла. На толстых металлах прокол необходим что бы кратер и сам рез были оптимальными.
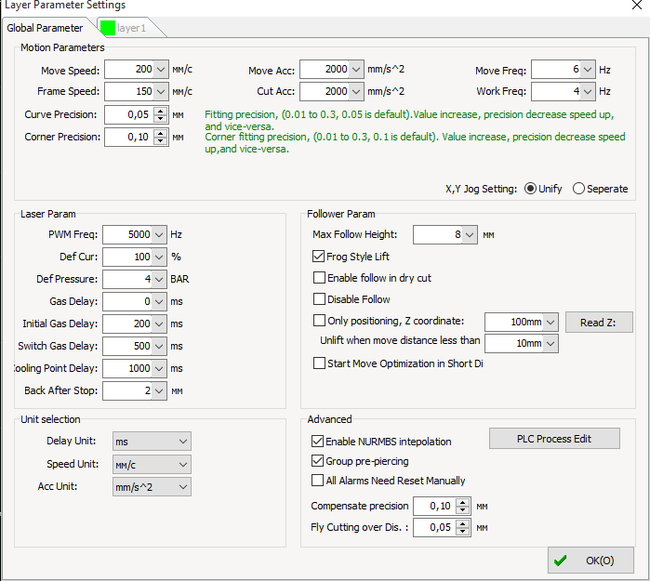
Эта вкладка отвечает на общие настройки всех слоёв. Скорость перемещения лазера между векторами, скорость показа рамки деталей и многое другие. В основном их не трогаем. Вся настройка происходит во вкладках Layer1, Layer2
После всех манипуляций переходим к настройке расположения деталей на листе металла.
Угол листа лазер находит автоматически после нажатия кнопки Edge Seek во вкладке CNC (ЧПУ) В основном определяет по трем точкам.
Вот и всё. Готовы к работе. Разные толщины режутся с разной скоростью.
Тонкий металл 0.5мм режет быстро, главное вовремя остановиться что бы убрать деталь, которая станет раком. Можно конечно установить перемычку что бы она не выпадала, а после просто выламывать делать, но не всегда это получается сделать до запуска, просто забываю про них )
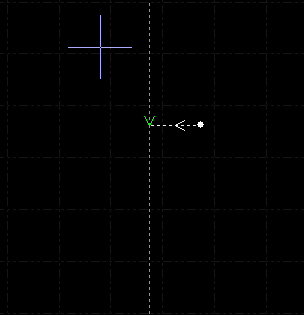
В программе показывает положение головы лазера в отношении макета.
В предыдущем посте спрашивали про охладитель, вот фотографии.




А вот что бывает если неправильные настройки и расплавленный металл попадает в сопло на защитное стекло. Точки стереть невозможно они вплавляются в кварцевое стекло.



