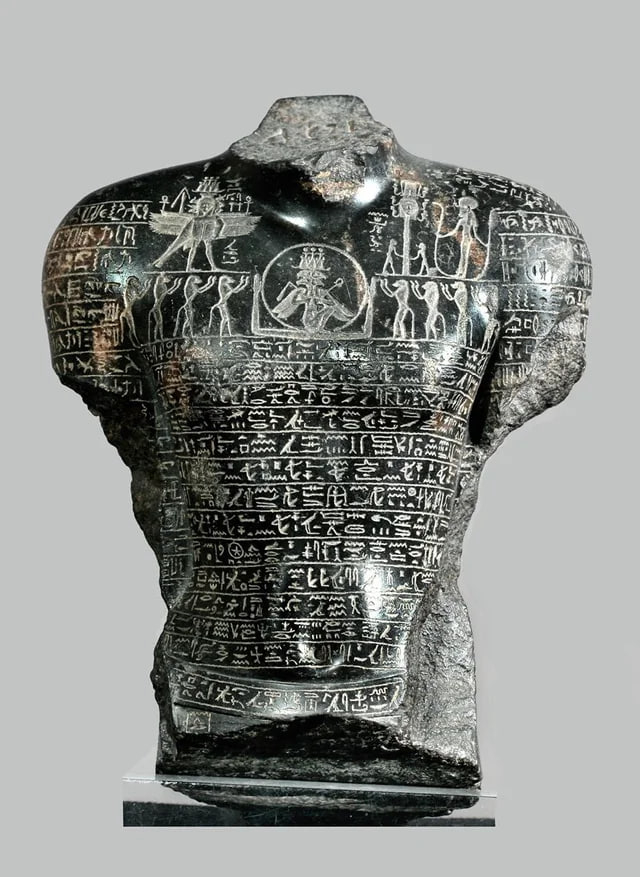


Глиняная фигурка кошки, играющей на арфе

1 век н.э., из римского Египта. Находится в музее Августа Кестнера, Ганновер, Германия.
https://t.me/dokopalis/4500
Показать полностью
1
1 век н.э., из римского Египта. Находится в музее Августа Кестнера, Ганновер, Германия.
https://t.me/dokopalis/4500
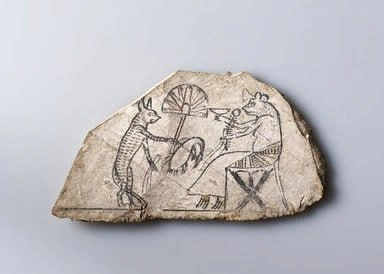
Кошка и мышь, около 1295-1075 гг. до н.э. Фивы, Египет, с 19 по 20 династию, период Нового Царства. Известняк, чернила, 8,9 x 17,3 x 1,1 см.
Животные, имитирующие человеческое поведение, были хорошо известны в египетском искусстве. И все же их значение неясно.
Здесь кошачий погребальный священник подходит к мыши с подношениями. Мышь носит цветок лотоса на голове, сидит на стуле, нюхает цветок и протягивает чашку, чтобы ее наполнили. Кот, стоя на задних лапах, обмахивает мышь веером и предлагает жареную утку и кусок льна.
Кот, обслуживающий мышь, может представлять собой юмористическую сатиру. Возможно, это карикатура на царскую семью.
© Brooklyn Museum
Мы постарались сделать каждый город, с которого начинается еженедельный заед в нашей новой игре, по-настоящему уникальным. Оценить можно на странице совместной игры Torero и Пикабу.
Реклама АО «Кордиант», ИНН 7601001509
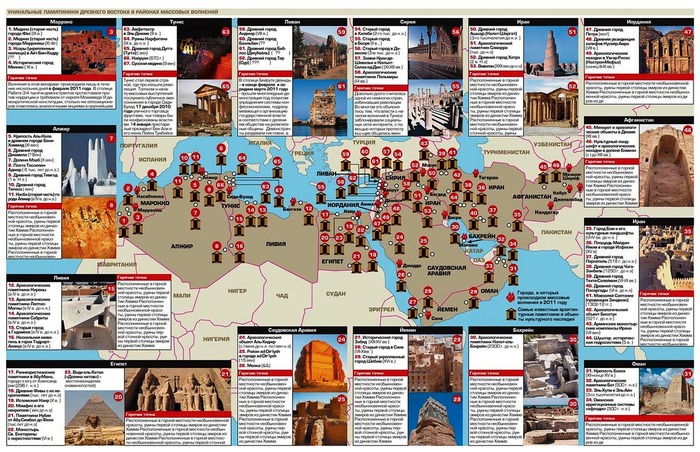
Уникальные памятники древнего востока и северной Африки в районах массовых волнений (2011.г.)
Предыдущая: Эхнатон
С узким долом на ноже более-менее понятно: он служил для удержания заготовки и фиксации ее формы во время пластической деформации. (О технологии изготовления клинка с узким долом здесь: Кавказский кинжал. Долы и геополитика 2)
С узким долом на саблях все немного сложнее. Попробуем разобраться.
Многие видели узкий дол на сабельных клинках. Многие видели – не многие понимают для чего он там. Для чего он не нужен - в прошлых статьях по теме.

Начну издалека – это необходимо, чтобы представить условия, в которых работал древний мастер. Многие представляют мастера оружейника как человека, в одиночку кующего свои клинки в каких-то примитивных условиях. Это совершенно не так.
К началу первого века разделение труда в производстве уже полностью сформировалось. Тут можно вспомнить про производство Древнего Рима. Там, на римских шахтах, могло одновременно трудиться по нескольку тысяч человек. И организация производства была на большой высоте: рабочие обеспечены жильем, едой, одеждой и орудиями труда. Производился своевременный вызов продукции и подвоз материалов. Обеспечивался фронт работ и разведка недр. Можно вспомнить египетские пирамиды – там тоже рядом с ними откопали жилища для строителей.
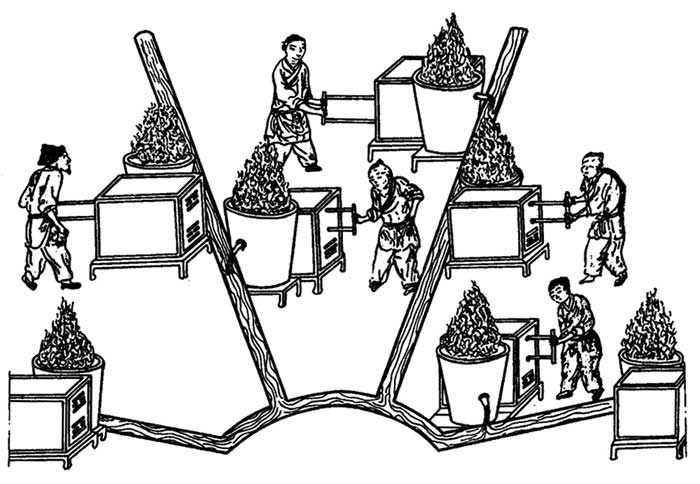
Но если речь идет о металле, то уместнее здесь рассказать о самом крупном цельнолитом памятнике из чугуна – китайском чугунном льве из Цзанчжоу. Вес его 44 тонны. Отлит был предположительно в 954 году. Для того чтобы залить такую огромную форму необходимо было согласованное действие сразу множества мастеров-литейщиков работающих у разных печей и обеспечивающих непрерывную заливку формы. Представляете уровень производства того времени?

Во втором веке в Риме была отлита конная статуя Марка Аврелия примерно в два раза больше натуральной величины. Уровень исполнения – высочайший. Такие статуи в то время лили десятками, к сожалению, дошла до нас только эта. Остальные ушли в переплавку. То есть, древнее производство - это именно производство, а не одинокие кустари.
Второй момент, - это монополия государства на производство оружия. По И. В. Сталину - государство есть диктатура правящего класса. Чтобы что-то диктовать нужно оружие. Много оружия. Оружие производилось по выдаваемым государством лицензиям, причем не всем. На захваченных территориях вообще свободное ношение и производство оружия запрещалось. И ничего с тех пор не изменилось, если пришли захватчики, то оружие под страхом смерти - сдать. Так что некий абстрактный мастер просто по закону ничего не мог сделать. А если бы и сделал, то понес наказание.
В Японии, в средние века, государство как-то даже ограничивало выпуск оружия, чтобы сохранить высокие цены на него. Сохранились документы, в которых указывается, что один мастер за 25 лет сделал 1600 катан - это в среднем 5 катан в месяц. Я вот не знаю никого из современных мастеров, кто даже с современным оборудованием мог бы выполнить работу такого объема за месяц. Это значит, что за тем японским мастером стояла целая мастерская. Действительно, сталь Круппа лил не сам Крупп и демидовское железо варил не Демидов. Даже известные у нас с 19 века ножи Самсонова, которые он делал из английских каретных рессор, Самсонов делал не один – у него подмастерье был и жена, вроде, помогала.
Понятно, у государства монополия на производство оружия и даже на добычу полезных ископаемых. Это еще с Древнего Египта повелось – там монополия на добычу руды была и госприемка. Да, госприемка в прямом смысле этого слова, да еще и со своими стандартами. Железо поставлялось в слитках определенной формы стандартного размера. А специально обученный человек мог проверить на качество и свариваемость.
Государство – это еще и армия. А армия – это стандартизация. Для выполнения определенных задач и действий требовалось определенное оружие. Совсем не хорошо, когда в строю один воин стоит с длинным копьем, справа от него воин с коротким, а слева вообще с мечом. Так много не навоюешь. Без стандартизации невозможна была бы непробиваемая одно время фаланга Александра Македонского. Да и вообще ведение боя сильно бы затруднилось, недаром римские легионы легко прошлись по варварской еще Европе, кроша более многочисленного противника. Стандартизация оружия еще хороша тем, что один человек мог обучить владению им любое количество человек.
Да взять те же луки: стрелы делались стандартными – это естественно, иначе одна стрела улетит далеко, а вторая рядом упадет. И даже в производстве обычных стрел разделение труда присутствовало: кто-то делал древки, кто-то клеил перья (кто-то эти перья добывал), кто-то прилаживал наконечники. Да и в производстве калибровочных досок для стрел тоже было разделение труда. Почему? Да потому что на чем больше операций разделялся процесс изготовления, тем выше получалось качество изделия и тем сильнее увеличивалась производительность.
Качество улучшалось за счет того, что с разделением труда стало возможным проконтролировать качество изделия на всех этапах его изготовления. Вторая причина – это появление узкоспециализированных мастеров. Если мастер делал одну операцию, то делал он ее хорошо и быстро. И, самое главное, одной операции легко было обучить новичка. А в те старые суровые времена это было очень важным моментом – случись какой катаклизм - и нет мастера. А так, если кто-то и выбывал из процесса, его всегда можно было скоро заменить новым человеком. Более того, включение новых операций, как это случилось с нашим долом, в случае разделения труда не уменьшало производительность, а увеличивало ее. Чем больше производительность мастерской, тем проще получить госзаказ. Госзаказ еще со времен Древнего Египта существовал. Был он и в Древнем Риме, да и в любом государстве тоже.
Пример: в 19 веке 250 человек из деревни Харитоново Шуйского уезда Ивановской области за год производили 50 тыс. кос. В процесс было включено все население деревни, включая женщин и детей. В деревне работало 60 кузниц, в кузницах было по два-три горна. Такая производительность была достигнута за счет большого разделения труда. Процесс изготовления косы был разбит на семь-восемь отдельных операций, выполняющихся разными людьми.
Допустим, получила некая мастерская заказ на 1000 сабельных полос определенной формы, которые нужно сделать за определенное время. Как увеличить производительность? В нашем случае поможет включение дополнительной операции – нарезки компенсационного дола. На практике это выглядело так. Мастерская закупилась на рынке полосой или сделала заказ в другой мастерской. Получив полосу, поставила человека на раскройку по длине и человека (двух-трех) на нарезку-набивку дола. Обычно дол выстругивали или штамповали подмастерья – это операция не требует высокой квалификации, как и нарубка полос по размеру. А вот уже оттяжку лезвия делал квалифицированный мастер. Дело в том, что при оттяжке лезвия течение металла выгибает полосу дугой. Если оттягивать лезвие ничего не предпринимая, мы получим нечто вроде шамшира или серп с острым выгнутым краем.

Кстати, в Сети есть очень интересное видео, где снято разделение труда в одной современной и в то же время очень примитивной индийской мастерской: пять или шесть человек куют стальные крюки сидя, как и принято на востоке. Куют они на каких-то бобышках - обрезках то ли рельс, то ли каких-то деталей. Выглядит это так: один раздувает меха, второй греет заготовки и метает их в сидящих в помещении мастеров. Те ловко ловят поковки и перекидывают друг другу или швыряют обратно «горнисту». Смотрится это уморительно: сидящие на заднице мужики метко и быстро швыряются друг в друга раскаленными железками. Нагрел – кинул. Поймал – загнул – кинул другому. Расплющил – кинул «горнисту». Нагрел – метнул третьему. Смотрится покруче циркового номера. А дел-то - загнуть и прошить какой-то крюк. Поищите...
Чтобы сабля или нож получился прямым нужно аккуратно сводить на клин обух. Это довольно сложно и один неточный удар может испортить всю геометрию и свойства клинка. Мастера, кующие ножи полностью, зачастую сначала выгибают полосу в обратную сторону, чтобы при оттяжке лезвия она выровнялась, но даже это требует сноровки и умения.
А вот выструганный дол у обуха играет роль своеобразного демпфера или компенсатора – полоса хоть и изгибается, но не так сильно - металл при ковке течет и заполняет собой компенсационный дол. Это уже позволяет снизить себестоимость, так как труд квалифицированного мастера стоил дорого. И теперь, с долом, на операцию по оттяжке лезвия можно нанять почти любого, особенно если фиксировать клинок клещами за дол. (Об этом рассказано в статье про кавказский кинжал). После того, полоса с оттянутой кромкой шла на следующую операцию – рихтование и придание окончательной формы по шаблону.
Оказывается, что широкой полосе с долом даже на холодную легко придать любую форму: выгнутую просто сделать вогнутой даже без нагрева, что не получится с широкой полосой без дола. Долом мы разбиваем широкий клинок на сегменты: вспомните притчу о венике, который не согнуть и о составляющих его прутиках, которые по отдельности легко гнутся.
То есть, выстругав или проштамповав дол, мы можем нанять любое количество малоквалифицированных кадров, которые обеспечат нам почти любое количество клинковой полосы почти в любые сроки. Тут можно вспомнить про самый массовый, наверное, нож своего времени пчак – именно на нем часто присутствует этот компенсационный дол.

Обратите внимание на обух этого ножа - он совершенно прямой.
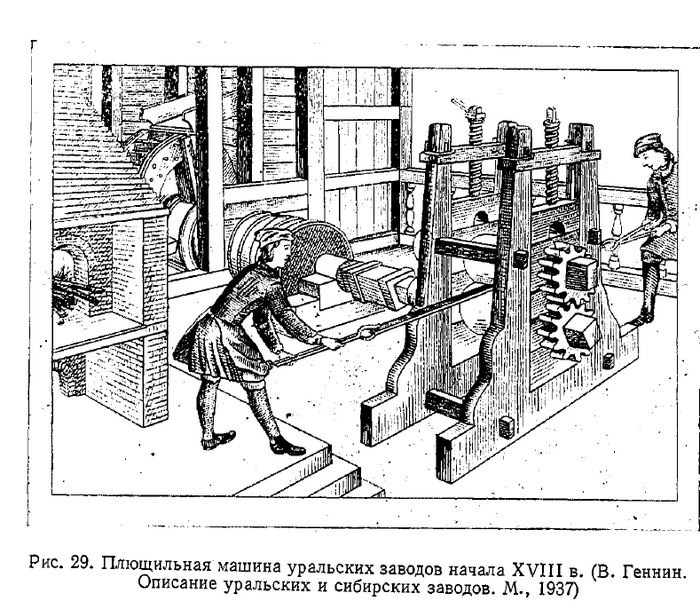
Сабли на вальцах в ручьевых формах начали делать в 16 веке. Полосу рубили на длину, затем формировали в вальцах. Заготовка в вальцах тоже изгибается, поэтому после придания сабле формы, ее отправляли рихтовщику, который на холодную выправлял изделие по шаблону и передавал дальше на шлифовку, сборку и заточку.
Подытоживая, можно с уверенностью сказать, что узкий дол – это след от технологии многократно повышающий производительность труда.
В настоящий момент этот дол не несет каких либо полезных функций кроме маркетинговых. На вопрос для чего дол на современном ноже можно смело отвечать: «Для вас, дорогие покупатели!».
А вот широкий дол служит совершенно для другого. Если интересно, о нем в следующих статьях.
Конкурс мемов объявляется открытым!
Выкручивайте остроумие на максимум и придумайте надпись для стикера из шаблонов ниже. Лучшие идеи войдут в стикерпак, а их авторы получат полугодовую подписку на сервис «Пакет».
Кто сделал и отправил мемас на конкурс — молодец! Результаты конкурса мы объявим уже 3 мая, поделимся лучшими шутками по мнению жюри и ссылкой на стикерпак в телеграме. Полные правила конкурса.
А пока предлагаем посмотреть видео, из которых мы сделали шаблоны для мемов. В главной роли Валентин Выгодный и «Пакет» от Х5 — сервис для выгодных покупок в «Пятёрочке» и «Перекрёстке».
Реклама ООО «Корпоративный центр ИКС 5», ИНН: 7728632689