

Как же имя его ... и передача ... не помню ...
Было прикольно ... в детстве ...
Наступает Полный Дзэн
Показать полностью
1
Было прикольно ... в детстве ...
Наступает Полный Дзэн

У нас сегодня как в старой песне: «дорога дальняя, казенный дом». А точнее мы отправляемся в Кохму, где в Исправительной колонии № 5 мы сможем увидеть как производят обувь.
Кохма это город-спутник столицы Ивановской области. Расстояние между Ивановом и Кохмой измеряется метрами и когда-нибудь это будет единое поселение (с учетом роста Москвы — через пару десятилетий станем ее пригородом).
Название Кохма, как и многие другие от Решмы до Кинешмы, появилось благодаря фино-угорскому племени меря, населявшему в древности эту территорию. Дословный перевод названия спорный - «Земля Коха», есть вариант «Вот земля» и даже «Чудесный уголок».
В этом «Чудесном уголке» в далеком 1971 году началось строительство колонии. На территории будущей колонии был организован филиал лечебно-трудового профилактория № 1 поселка Талицы Южского района.
Колония начинала строиться силами лиц, находящихся на принудительном лечении от алкоголизма, в непосредственной близости от завода «Строммашина». Строительство велось на заболоченном участке местности в тяжелых условиях. В сентябре 1973 года были приняты первые осужденные из учреждения ОК – 3/8.
За период с 1977 по 1980 год численность спецконтингента увеличилась. Были дополнительно возведены два общежития, в одном из которых разместилась медицинская часть, казарма для батальона охраны, новая столовая, овощехранилище, увеличили здания ШИЗО, ПКТ. В 1982 году был построен еще один производственный корпус.
В 1989 году колония общего режима № 1 была реорганизована в лечебно-трудовой профилакторий №4 для хронических алкоголиков - мужчин, ранее не отбывавших наказание в местах лишения свободы.
В 1994 году был издан приказ о реорганизации лечебно-трудового профилактория № 4 в исправительно-трудовую колонию строгого режима.
В период с 1994 года по 1995 года производство столкнулось с проблемой элементарного выживания. Было принято решение об открытии швейного производства в учреждении. На первоначальном этапе было введено в эксплуатацию 20 швейных машин, заключен договор с Текстильным Вузом о подготовке управленческого персонала. С этого момента и началось развитие производства. Постепенно увеличивался парк швейного, деревообрабатывающего оборудования, налажен выпуск спецодежды, корпусной мебели, металлоконструкций и т.д.
Другие промышленные участки колонии мы посетим в следующем посте (если вам будет интересно), сегодня же у нас только обувь.
Колония № 5 для так называемых «первоходов» — впервые осужденных к лишению свободы за совершение особо тяжких преступлений. В основном тут сидят по статьям 228 и 105 УК РФ.
После досмотра заходим на территорию. Она разделена на жилой и производственный сектор. Нас интересует как раз второй.
Есть в колонии центр трудовой адаптации, на базе которого открыто профессиональное училище, где осужденные обучаются по специальностям: швей - моторист, оператор швейного оборудования, сварщик, повар, станочник деревообрабатывающего станка, подсобный рабочий. Эти навыки они и используют в производственном процессе.
Согласно ст. 103 УИК РФ каждый осужденный обязан трудиться, за исключением инвалидов 1,2 групп, пенсионеров. В настоящее время доля привлеченных к труду осужденных в колонии составляет 91%, т.е. практически все осужденные трудозаняты.
Финальная часть вступления наступила.
Мы уже дошли до обувного участка. В основном он занят на выполнении заказов на поставку обуви для внутрисистемных нужд и нужд для федеральных органов исполнительной власти. Кроме этого создают «полуфабрикаты» обуви для некоторых предприятий «за колючкой», есть такой вариант сотрудничества с организациями в формате договора подряда (оказание услуги по производству продукции из сырья и др.), поставки, оказания услуг на предоставление рабочей силы из числа осужденных.
В нескольких помещениях тут и создается обувь.

Подготовка производства происходит в Иванове в филиале «Центральной нормативно-технической лаборатории». Именно там происходит разработка моделей обуви, а потом и их испытание.
Массово воплощают уже все в колонии.
Под каждый заказ в колонию привозят все необходимые материалы с отечественного производства.

«Резаки» устанавливаются на материал и с помощью пресса вырубают будущую заготовку.

Создание обуви довольно сложный и интересный процесс, состоящий из нескольких десятков промежуточных элементов.

Сложно представить , что скоро все мелкие детали станут берцами.

«Резаки» есть под каждый размер модельного ряда.
После раскроя всех деталей их передают на следующий участок.

Подошвы тут не льют на данный момент, но в перспективе если производство расширится, то и такое возможно

Наступает этап соединения полученных элементов. После разметки его осуществляют на временный клей. Он служит для фиксации. Потом все будет прошиваться на машинке.

Именно тут будущая обувь начинает постепенно обретать свою форму

На этом же этапе происходит нанесение элементов декора и молний.

Заготовки перемещают к колодкам
На колодку в самом начале крепят основную стельку. После чего ее отправляют дальше.

Одновременно с этим создают основную и вкладную стельку из термопластичного материала и картона.

До того как начать обтягивать колодку кожей ее дошлифовывают на станке.

Все готово? Впереди этап затяжки

Поэтапно присоединяют будущую часть ботинка к колодке. От носка до затягивания пятки.

После съема колодок наша заготовка обуви отправляется на один из процессов прикрепления подошвы (в зависимости от задачи).
Это может быть литьевой процесс, где под действием температуры будет присоединена подошва.
Или клеепрошивной - двойной метод крепления подошвы (после приклеивания подошвы ее дополнительно прострачивают особо прочными нитками)

Готово. Можно упаковывать и отправлять заказчику.

Впереди у нас швейный участок, мебельный, металлоконструкций, и по изготовлению сувенирной продукции. Так что не «переключайтесь», а оставьте свой царский-королевский лайк и уже через пару дней будет продолжение этой необычной «экскурсии» по мужской колонии.
Мы постарались сделать каждый город, с которого начинается еженедельный заед в нашей новой игре, по-настоящему уникальным. Оценить можно на странице совместной игры Torero и Пикабу.
Реклама АО «Кордиант», ИНН 7601001509

Давно мы с вами не отправлялись на заводы и крупное производство. Пора исправлять эту несправедливость. Сегодня нас ждут во Владимирской области, где мы сможем проследить за выпуском низковольтной электротехнической продукции.
А пока я мчу во Владимир на «Ласточке», а оттуда на автобусе в поселок Ставрово, «позволю себе – просто 30 секунд или одну минуту – маленькую историческую справку дать. Вы не против?» про этот населенный пункт ( успеете бутеров нарезать и чай приготовить)
В конце 11 века на территории будущего поселка находилось селище, но официально текстовое упоминание Ставрово встречается лишь в 15 веке. Этимология названия данного ойконима сокрыта во тьме веков, но считается, что название произошло от греческого слова крест.
На сегодняшний день проживает тут чуть менее 7000 человек. Но к счастью работающих производств хватает и люди массово не уезжают из населенного пункта.
Хотел было продолжить вам рассказ о экономических изменениях за несколько веков, но мы уже оказались на проходной предприятия «Электрорешения» (бренд EKF). Прослушаем и распишемся за технику безопасности, и пройдем в некоторые цеха нового модернизированного импортозамещающего производства низковольтной электротехнической продукции.
Инвестиции в модернизацию превысили 288 млн рублей, из них 144 млн рублей предоставил федеральный Фонд развития промышленности в виде льготного займа.
Сложно поверить, но предприятие зародилось в далеком 2001 году в обычном гараже, а теперь его продукцию продают в 25 странах мира, а во всех ее подразделениях (не только в Ставрово) трудятся более 1800 человек.
Цель всех инвестиций — ежегодно выпускать в Ставрово до 6,2 млн розеток и выключателей, 4 млн кабельных вводов, 570 тыс. распределительных щитов, 770 тыс. каучуковых и 830 тыс. силовых разъемов

Но пора и на процессы взглянуть
Огромный цех заполнен термпластавтоматами. Это современные машины, в которых гранулы определенных видов пластика нагреваются и в жидком агрегатном состоянии подаются под давлением в пресс-форму.

Сами гранулы внешне похожи на гречку. Написал это, понял, что видимо проголодался, перекусил и в итоге они уже похожи не на еду, а на пластиковые гранулы :)
В зависимости от необходимой задачи используются гранулы разного размера и заданных свойств. На предприятии десятки видов таких разнообразных материалов.

Гранулированный пластик засыпается в емкость и начинается автоматическое волшебство.

Приглядимся к узлу смыкания. Там происходит запирание формы, перед тем как в нее произойдет впрыск. А откуда он возьмется? Из узла впрыска. Именно там происходит нагрев и как уже говорил впрыск уже расплавленного пластика.

Готовая деталь автоматическим манипулятором перемещается на ленту конвейера.
Это позволяет не повреждать, да даже не царапать изделие.

В каждой литьевой машине установлена своя пресс-форма. И она производит именно эту деталь. На некоторых фотографиях можно увидеть наклейку с наименованием выпускаемого продукта.
И пока одна дверца движется по ленте с одной стороны, с другой к сотрудникам уже перемещается другая будущая часть устройства.

Кроме современного оборудования есть тут еще одна фишечка. Компания разработала и внедрила во все производственные процессы платформу промышленного интернета вещей для эффективного использования ресурсов — систему EKF Connect Industry.
С ее помощью происходит анализ технологического процесса, анализ режимов эксплуатации, анализ эффективности использования, планирование технического обслуживания и ремонта, прогнозирование отказов на базе ИИ и цифровых двойников, анализ энергобаланса, идентификация энергопотерь, анализ качества электроэнергии, планирование энергопотребления, расчет режимов электросети и многое-многое другое.
По-русски говоря – программулина собирает данные со станков в режиме реального времени, строит разные графики и отчеты, что позволяет более правильно загружать технику и тратить электричество.
И разработали они эту облачную IIoT-платформу сами. За счет использования ее теперь ежедневно повышают эффективность производства (только на энергоресурсах затраты снизились на 15%, а это денежки и немалые).
В дальнейшем они планируют предоставлять доступ российским промышленным предприятиям к этой платформе по подписке. То есть и на розетках зарабатывать и на софте.

Но вернемся к производственному процессу.
На сборке все закрепляется и упаковывается.
Повлияла ли модернизация и закупка нового оборудования на количественные и качественные показатели? Разумеется. Например, до этого на участке по производству боксов за смену их делали лишь 200 штук, а теперь на выпуск одного уходит минута рабочего времени.

Впереди склад и отправка заказчику.

И это лишь производство одного из наименований продукции.
В Ставрово расположено производство металлических лотков и профилей, пластиковых боксов и распредкоробок, электроустановок и силовых разъёмов, молниезащиты, автоматических выключателей и так далее.

В Александрове (это тоже во Владимирской области) есть еще один завод EKF, но там в свою очередь производство металлических электротехнических щитов и оболочек, телекоммуникационных шкафов и стоек, аксессуаров для щитов и лотков.

Продолжим нашу прогулку.
Собирается все в потоке. Каждый сотрудник (чаще сотрудница – как сказал директор, по его ощущениям, 60% сотрудников - женщины) выполняет конкретно свою операцию.
На всех этапах производства проводят испытательные тесты. Отдел контроля качества тоже наличествует и проверяет все начиная от сырья и т.д.

Восхищаюсь усидчивостью и внимательностью работников. У меня бы через час уже глаз задергался, а они очень кропотливо выполняют задачи день за днем.

Все детали от мельчайшей гаечки до корпуса выпускается тут в одном из цехов. Это уточнил специально для тех, кто продолжает как мантру повторять, что у нас ни гвоздей, ни трусов, ни часов не производят.
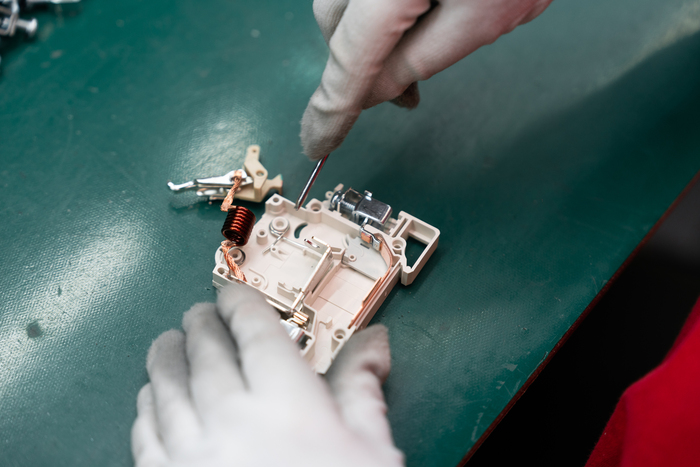
Детали собираются вручную

А упаковывается все на автоматических линиях
Вот такая у нас получилась небольшая экскурсия. Очень надеюсь, что в ближайшее время мы побываем с вами на новом и интересном производстве, где своими глазами сможем увидеть процесс создания ещё какой-нибудь интересной, нужной и разнообразной продукции.

P.S. Не забывайте свой царский-королевский лайк, который мотивирует меня чаще рассказывать вам что-то новое, познавательное и интересное.
P.P.S. По слухам, если вы подписываетесь на мой аккаунт — ваш показатель харизмы увеличивается на 100500 пунктов :)
P.P.P.S. Упомянутый в посте Фонд развития промышленности, кстати, предоставляет займы под 3% и 5% годовых сроком до 7 лет в объеме от 5 млн до 5 млрд рублей, стимулируя приток прямых инвестиций в реальный сектор экономики. Только на производство, правда, выдает – стартапы или исследования в другую дверь. :)

Сегодня мы увидим как происходит оцинковка металла на Череповецком металлургическом комбинате. Нас ждет бассейн расплавленного цинка, огромное «зеркало» высотой в дом, робот-манипулятор и манящая бадейка с гартцинком. Вы готовы? Тогда отправляемся в Череповец.
Цех покрытий металла №3 знаком нам по прошлому посту с полимеризацией. В него же входит агрегат непрерывного горячего цинкования №4.
Кроме горячего цинкования существуют и другие варианты: холодное, гальваническое, термодиффузионное и газотермическое. У каждого есть свои плюсы и минусы.
Но мы сегодня «в гостях» у горячего цинкования.
Пройдем к начальному этапу агрегата.
По дороге нас встречают огромные слитки цинка.

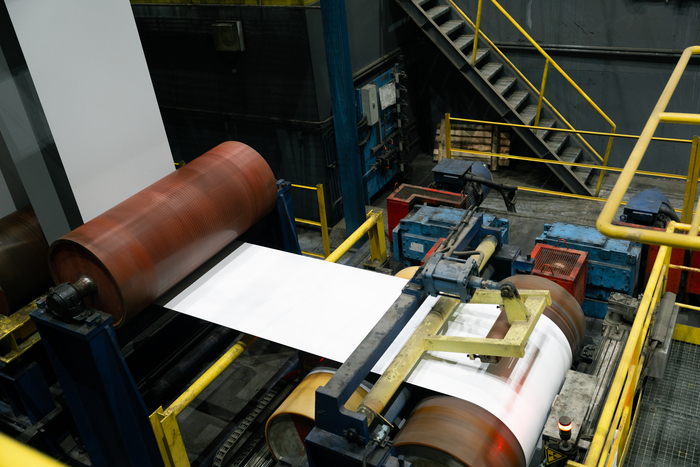
Рулоны стали поступают сюда после Стана-2000 (очень рекомендую о нем почитать у меня несколько постов назад, это нечеловечески крутая машина)

Как и на агрегате полимерных покрытий тут для непрерывности установлены два разматывателя, для непрерывной работы. Пока один рулон разматывается, второй уже устанавливается.
Максимальная масса рулонов тоже до 30 тонн

Кроме разматывателя, осуществляющего размотку рулонов, на этом участке установлена листоправильная машина (для правки переднего и заднего конца полосы с целью задачи полосы в отрезные ножницы), гильотинные ножницы (для обрезания концов полосы, имеющих дефектные участки и отклонение от требуемой толщины), сварочная машина (для сварки заднего конца предыдущего рулона и головного конца следующего рулона выпрямленным током с раздавливанием кромок стальных полос), вырубной пресс (для вырубки метки на полосе в районе сварного шва) и натяжная станция №1 — для создания заданного натяжения полосы в головной части.

До химического узла установлено петлевое устройство №1. Оно предназначено для создания резерва полосы, чтобы обеспечить работу участка на нужной скорости, когда работа участка ввода технологической линии остановлена для смены рулона.
Полезная емкость такого накопителя 423 метра. А максимальная скорость 240 м/мин

Поверхность полосы металла должна быть подготовлена соответствующим образом для цинкования.
По этой причине ее подают на химический узел. Там происходит очистка от жировых и механических загрязнений.
При помощи 6 пар щеточно-моющих роликов осуществляется механическая очистка. А химическая путем распыления щелочного раствора на полосу через форсунки (отжимные ролики потом все убирают)
Далее в секции окончательной промывки с полосы смываются все остатки раствора. Горячий воздух высушивает полосу.
Теперь полоса заходит в печь термохимической обработки. Благодаря чему повысится адгезия поверхности с жидким цинком.
В камере предварительного нагрева полоса нагревается до 250-270 градусов.
В камере безокислительного нагрева нагревается уже до 650-750 градусов.
А в камере восстановительного нагрева полоса нагревается в зависимости от назначения от 730 до 780 градусов. За этим следует камера выдержки, где поддерживается температура 730-780 градусов.
В финале полоса охлаждается до температуры расплава цинка 460 градусов в камере струйного охлаждения.

Перейдем на самое зрелищное для меня место в цеху — в участок нанесения покрытий.

После термической обработки наша полоса, не соприкасаясь с воздухом, поступает в ванну с цинковым расплавом.
Внешне кажется, что поверхность ванны не особо большая, но в реальности ее вместимость 280 тонн расплава цинка.

Полоса на выходе из ванны напоминает огромный зеркальный столб.

А сама поверхность расплавленного цинка так и манит к себе. Жаль ее температура в 460 градусов ограничивает все возможные контакты с ней

В процессе оцинковки полосы остаются отходы — изгарь (на поверхности), гартцинк и нашатырный шлак.
Изгарь и гартцинк содержат цинк. И если в первой это 55%, то во втором до 90-97%. Есть даже технологические способы извлечения оттуда цинка.
Но его же еще надо достать из этого бассейна. Пару лет назад этим занимался специально обученный человек в костюме и с титановым черпаком.
С весны 2021 года этим занимается робот-манипулятор. Своим ковшом он производит уборку с зеркала расплава. Это еще один пример, как технологии упрощают жизнь человеку.
Кстати, то корытце с гартцинком и изгарью на главной фотографии поста и есть продукт работы робота.

После нанесения покрытия лента поступает на 33 метровую башню охлаждения.
На начальном участке происходит охлаждение до температуры, при которой не повреждается роликами поверхность. А затем и до температуры, необходимой для водяной закалки (где она в свою очередь охлаждается от 150 до 45 градусов).

Наступает этап правильно-дрессировочного стана и изгиборастяжной машины. Это нужно для изменения внутренних натяжений металла.
После всех процедур на узле нанесения пассивации, на металл наносится тонкая пленка из оксидов хрома. Далее лента отправится в печь сушки.

Пройдем ближе к завершающим этапам.

Нас встречает еще один вертикальный петлевой накопитель, обеспечивающий как и первый непрерывность и стабильность работы.
Его вместимость 280 метров.

До смотки полосы в рулоны она проходит через помещение инспекции выходного участка.

Тут установлены несколько оборудованных мест контроля. На части из которых выведены данные с многочисленных датчиков системы по цифровому контролю качества.
О ней подробнее рассказывал в посте про полимеризацию и не вижу смысла дублировать информацию.

На выходе после аттестации на металл наносят защитный масляный слой на промасливающей машине.
На выходной полосе полосу обрезают при помощи барабанных ножниц. Сама смотка происходит на моталках.

Краном рулон передается на упаковку. И тут уже в зависимости от пожеланий заказчика его упакуют в те или иные упаковочные материалы.
Впереди склад готовой продукции и доставка покупателю.

Вот такая небольшая, но интересная экскурсия получилась. Но на Северстали еще много всего интересного, так что буду веровать и уповать, что в новом 2024 году мы с вами еще много что там увидим.
P.S. С наступающим новым годом. Здоровья вам и вашим близким. И ярких и интересных праздников. А как они закончатся — ждите мои новые репортажи со всей нашей необъятной Родины
Прямо сейчас нас ждет процедура полимеризации. Вы готовы? Подождите, зачем вы тянете руки за нейроконнектором «Мысль». У нас в планах сегодня чуть другая полимеризация. Полимерная вакцинация из «Атомного сердца» это хорошо, но работа агрегата полимерных покрытий на Череповецком металлургическом комбинате еще лучше (и современные умные технологии и нейросети тоже будут). Заодно пора опровергнуть мемасик из двухтысячных и показать, что у нас в стране с полимерами все хорошо :)
Готовы? Тогда отправляемся в цех покрытий металла №3. Именно тут на сталь наносят полимерные покрытия (а в соседнем помещении и оцинковку делают, но это у нас в планах через пару дней).

Все начинается с двух разматывателей. На них подаются рулоны стали. Откуда они берутся? Рекомендую прочитать мои предыдущие посты, особенно про стан «2000»
Рулоны разматываются и подаются на линию агрегата. Вес такого рулона может доходить до 30 тонн
Зачем сразу два разматывателя? Это нужно для непрерывности производства. Пока один разматывается, второй уже устанавливается.

Лично для меня самый интересный момент на начальном этапе это сшивка рулонов. Именно благодаря этой процедуре мы получаем практически бесконечное металлическое полотно.

На всем агрегате установлено огромное количество датчиков. И если в недалеком прошлом все приходилось делать на глаз, то теперь все параметры измеряют лазерные датчики.
Благодаря получаемой от них информации, на концах рулона гильотинными ножницами вырубаются участки, с помощью которых на сшивной машине один рулон крепится к другому с помощью специального пресса и так до нужного момента, пока не надо будет заменить материалы для нового заказа.
Объединение происходит за счет создания двух рядов замков и дальнейшего их закрытия.
Оператору остается только проверить качество полученного шва.

Далее металл поступает на входной вертикальный накопитель. Если вы видели на фотографиях высоченный станок, более похожий на многоэтажный дом — это именно он.
Вместимость такого накопителя — несколько сотен метров.
С него полоса подается на участок обезжиривания. Он нужен для удаления всех загрязнений с металла.
На первом этапе происходит щелочное обезжиривание полосы. Далее очистка щеточными роликами, промывка деминирализованной водой в специальных емкостях, обдув воздухом. И в финале сушка полосы в сушилке.

После всех процедур по обезжириванию лента поступает на участок конверсионного покрытия. Там на двухвалковой машине наносится химический раствор (на одну или обе стороны)
Слой, образовавшийся в результате этой процедуры, повышает коррозийную стойкость. И адгезию металла с полимерным покрытием.

Теперь лента попадает в помещение коутера. Мы с вами можем увидеть происходящее там только через стекло.
Тут на нашу металлическую полосу наносят слой грунта.
На роликовых машинах в зависимости от требований заказчика могут нанести разные виды лакокрасочных материалов. Уровень блеска тоже корректируется в зависимости от пожеланий.
Сначала наносится грунтовочное покрытие на обе стороны нашего металла, после чего наносится уже второе покрытие.

Металлу пора в печи сушки. В цехе их две. В каждой по 5 горелок (а сама печь 54 метра)
За печами ванны с деминерализованной водой.
В первую печь наша лента попадает после нанесения грунта. После процедуры она по специальной линии возвращается в помещение коутера, где наносится лицевое покрытие. Далее во вторую печь для сушки.

Лента теперь будет поступать на вертикальный выходной накопитель. Он по размерам как входной, но выходной :)
Готовая лента поступает в помещение инспекции полосы. Ее ждет аттестация.
Может вы помните, что в моих репортажах с текстильных производств очень часто была история и фотография, как несколько сотрудниц стояли возле бесконечно движущейся полосы ткани и искали там брак. На мой вопрос, а нельзя ли на этот функционал поставить роботов и технологии, мне всегда улыбались и говорили, что человеческий глаз лучше всего подходит и вообще я ничего не понимаю в колбасных обрезках.
Но как оказалось, на «Северстали» вложили денежки и теперь людям часами не надо стоять у полотна и искать возможные мельчайшие элементы брака.
Я же обещал вам рассказать про современные технологии — получите и распишитесь.
На комбинате существует система автоаттестации Sherlock (даже интересно, какой персонаж детективов и за какие качества вдохновил разработчиков на такое название)
Разрабатывать проект по цифровому контролю качества начали создавать еще несколько лет назад . Полное его внедрение запланировано через 3-5 лет.
Проанализировав большое количество данных поняли, что человеческий фактор повышает вероятность пропуска брака. Как было сказано в одном фильме: «Все мы немощны ибо человецы суть». И его постарались минимизировать. Заменив человеческие глаза видеокамерами, фиксирующую всю поверхность.
К ним они разработали систему измерения в потоке. Так что в следующий раз когда на текстильных предприятиях мне будут затирать, как глаз-алмаз отслеживает все на ткани, движущейся со скорость несколько десятков метров, я буду орать гиеной.

Кроме этого создали прогнозную модель, «предсказывающую» по ряду показателей наличие дефектов, находящихся внутри полосы металла. Она создана, поскольку даже видеокамера на такое неспособна.
Отдельно работает система слежения за металлом, фиксирующая местонахождение продукта по узлам агрегата в каждую единицу времени. К ленте металла (да и к продукции других цехов тоже) привязываются снятые измерителями данные. Так что потом можно найти и удалить проблемный участок.
Данные по итоговой автоаттестации поступают оператору, а тот в свою очередь решает как действовать дальше.

Sherlock обеспечивает контроль 100% продукции и минимизацию ошибок, связанных с человеческим фактором и обладает инструментами для поиска первопричин отклонений по качеству, анализа трендов и построения моделей, обеспечивает доступность данных для любого пользователя и возможность быстрого подбора заказов для продуктов и продуктов для заказов.
По данным комбината с 2018 по 2022 доля поступивших претензий по видам продукции, охваченных системой, снизилась на 55%.

На выходном участке удаляются швы, которыми соединялись ленты. После она на автоматическом режиме заходит на моталку и появляется рулон готовой продукции.

С помощью крана рулон отправят на упаковку.

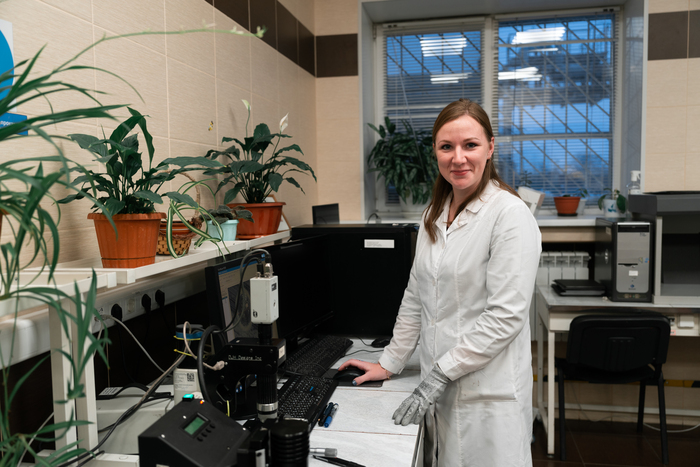
В цехе есть своя большая лаборатория, в которой проверяют качество металла и покрытия. Это делается по множеству параметров и напоминает настоящее колдунство.
Данные каждой проверки заносятся как в электронном виде в базу, так ив бумажные журналы.
Вот такая у нас с вами получилась интересная полимеризация с бонусом современных технологий.
Потерпите несколько дней и вас ждет ванна с расплавленным цинком и другие вкусности.
P.S. Ваш царский-королевский лайк и подписка мотивируют меня не валяться на диване и отправляться на новые производства. Верую и уповаю, что вы их не пожалеете

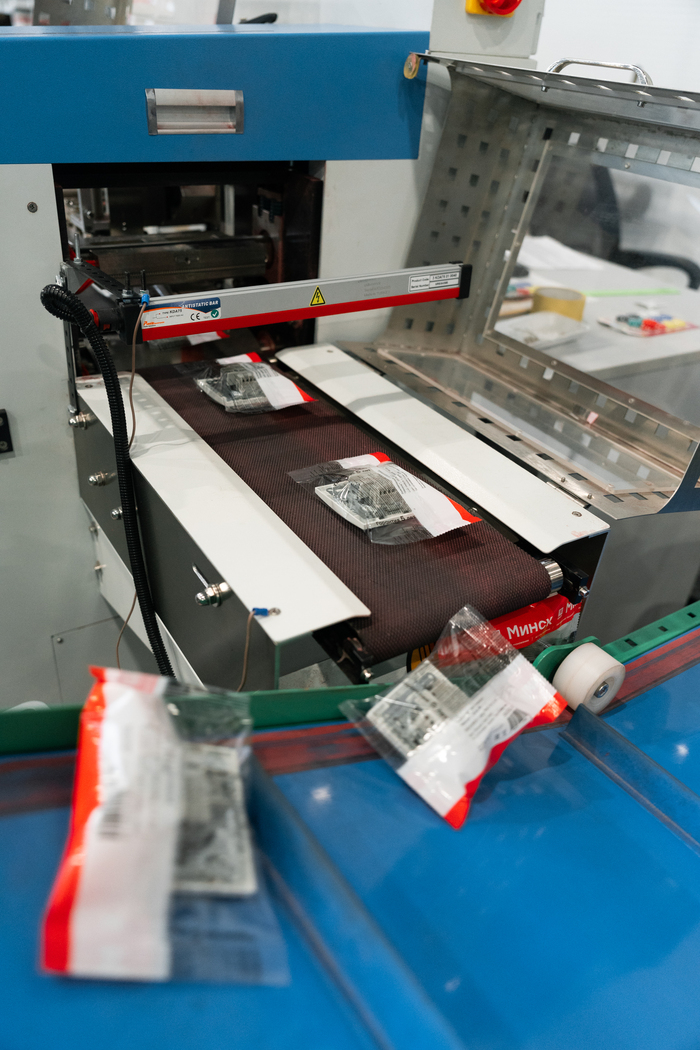
Несколько часов назад вернулся из Кинешмы. Заезжал фотографировать строительство их новых очистных сооружений и еще несколько объектов. И чудом удалось попасть на предприятие, производящее рабочие перчатки.
А что я делаю оказавшись на подобном объекте? Начинаю все узнавать подробно и с фотиком наперевес бегать, дабы самому наполниться новыми знаниями и вам показать.
Так что прямо сейчас мы увидим весь цикл производства хлопчатобумажных перчаток с покрытием из поливинилхлорида.
Но начнем мы с вами с небольшой познавательной странички. Она очень пригодится нам для понимания антуража на некоторых фотографиях.
Осенью прошлого года появилась информация, что одно из старейших (1879 года запуска) предприятий нашего региона — кинешемская ткацкая фабрика «Томна» прекратит свое существование. И 400 с лишним сотрудников пойдут на улицу (при населении города в 77 тысяч человек).
Сказать, что это был пипец регионального масштаба — это ничего не сказать.
Глава города и руководитель региона стали прикладывать все усилия, чтобы предотвратить приближающуюся катастрофу. И к великому счастью у них это получилось. На бывший комбинат приходит инвестор.
В начале этого года предприятие выкупает «ЛидерТекс». Состояние доставшихся им цехов не просто аварийное — это адок (отдельные слова благодарности за такое герою комикса "Сова - эффективный менеджер", который видимо трудился на прошлом предприятии). Даже сделал вам кадр одного из них, до которого еще не дошли руки при ремонте.

Цех за цехом начинают ежемесячно подготавливать к работе.

Весной устанавливают полторы сотни вязальных станков (сейчас их уже более 600).
Более двухсот сотрудников старого предприятия переобучают в Иванове и трудоустраивают на новое производство. Еще сто человек нанимают дополнительно.

Для чего был мой рассказ? Не с целью похвалить владельца группы компаний, выкупивших останки комбината и воссоздающего одно из старейших предприятий по кускам (хотя это реально крутой дядька).
Моя цель объяснить, почему в цехах на новом производстве не евроремонт, а затертые стены и полы.
Верую и уповаю, что получится постепенно восстановить весь комбинат и создать еще сотни рабочих мест.
Но давайте вернемся к перчаточному производству.

Для производства перчаток используют хлопчатобумажную пряжу. Манжет перчатки делается из синтетической нити или ее аналоге.

Более 600 перчаточных вязальных автоматов установлены в цехе.
На них выпускают рабочие перчатки 10 и 7,5 классов (по 4,5 и 6 нитей). Их модель задается заранее на станке.

На станке вяжется само изделие. Все происходит автоматически. Вяжется перчатка начиная с мизинца.
Манжета перчатки обметывается.

Вязальный станок отправляет перчатку в корзину по ее готовности.

Но где же наносят всем нам знакомые по стройке и субботникам пупырки :)

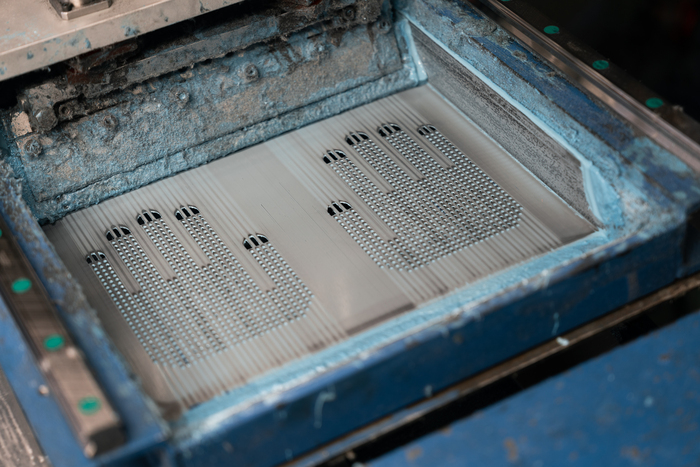
Главная магия происходит на карусельных станках.

Именно на них и наносится ПВХ.

Полученные с вязальных станков перчатки одевают на металлические заготовки.

Чан с ПВХ покрытием уже готов поделиться своей начинкой с карусельным станком.

ПВХ наносится автоматически
И уже готовая перчатка отправляется сохнуть, а потом в упаковку.

Огромные пакеты перчаток отдыхают на складе и ждут своего будущего покупателя.

Несколько месяцев назад на предприятии стали восстанавливать ткацкое производство. Главная цель на ближайшие годы восстановить полный цикл производства на комбинате.

Очень хочу через несколько лет приехать опять на комбинат и показать как он изменился (надеюсь, что только в лучшую сторону)

А еще хочется пожелать кинешемцам побольше рабочих мест и новых производств больших и не очень.
P.S. Если интересно посмотреть очистные сооружения 70 тысячного города — сделаю отдельный пост.
Ну что, потренировались? А теперь пора браться за дело всерьез.

Хоть раз в жизни вы слышали этот звук. Словно у соседей сверху падает металлический шар, а потом они катают его по полу. На кой фиг им такое развлечение всегда оставалось тайной.
Самое веселое, если это происходит ночью. Только начинаешь проваливаться в сон, а тут с потолка такая радость раздается.
В детстве мне казалось, что это просто соседи у меня упоротые, но с появлением интернета оказалось, что я не один такой «избранный», и десятки тысяч людей пугались/просыпались от подобных катаний.
Судя по огромному количеству запросов в поисковиках, всем интересно, а что же это такое на самом деле? Чаще всего в качестве объяснения предлагают следующую научную версию: днем дом нагревается, арматурный каркас в нем чуть деформируется (пруты чуть изгибаются) из-за теплового расширения. Когда же наступает ночь, происходит охлаждение и арматура возвращается в исходное положение. Все это сопровождается знакомым до невроза звуком.
Вроде все понятно и очевидно. Но что если и правда кто-то катает стальные шары по полу.
Но откуда возьмутся большие металлические шары для подобной процедуры? Оказывается их производят в промышленном масштабе.
Для чего, из чего и как?! Давайте разбираться вместе.

Мы уже несколько дней с вами изучаем Череповецкий металлургический комбинат. В одном из его многочисленных цехов и установлен шаропрокатный стан. Именно на нем и выпускают мелющие стальные шары десятками тысяч.
Они служат для измельчения хрупких, сыпучих, крошащихся материалов с помощью барабанно-шаровых мельниц.
Окажись мы на горно-обогатительной фабрике, то увидели бы, что подобная мельница работает следующим способом: огромный барабан вращается вокруг своей оси, в него загружается материал для измельчения и огромное количество стальных шаров. Шары поднимаются, после чего в падении ударяют по материалу, а тот измельчается(это если максимально просто и понятно, так процесс намного интереснее).

Теперь же посмотрим на сам производственных процесс.
Шаропрокатный стан №3 самый новый на комбинате. Запущен в 2020 году.
Что он из себя представляет: нагревательную печь, клеть, отсеивающий барабан, подсуживающий барабан, закалочный барабан, вертикальный транспортер, печь низкотемпературного отпуска, а дальше соответственно фасовочная зона.
На стане производится продукция диаметром от 60 мм до 100 мм

В цехе используется горячекатаный прокат круглых заготовок.
Стальные заготовки доставляют в цех (их получают в другом цехе со стана 350). Прутки приходят диаметром равнозначным будущей выпускаемой продукции.

Прутки попадают в печь и нагреваются газом (конкретно в этом цехе так, а индукционный нагрев есть в других цехах ШПС-1 и ШПС-2).
Заготовка равномерно разогревается по всему объему и длине. Температура задается в зависимости от марки используемой стали ( до 1120 градусов)

После этого металл попадает в клеть, а после в отсортировачный барабан

С помощью трехзаходных валков металлический пруток диаметром 60 мм за 1 оборот клети «отрезает» от себя 3 шара. На обычных валках за 1 оборот — 1 шар.

Сами валки находятся в клети, но мы можем увидеть валки под другие диаметры прутков вне работы. Под каждый диаметр используется своя пара валков.

После выхода из клети шары попадают в сортировочный барабан.
На пути к нему отсеиваются не сформировавшиеся шары.

Когда смотришь на этих раскаленных красавцев, появляется ощущение, что смотришь на производство апельсинов или витаминок-аскорбинок :)

Не знаю откуда у меня такая любовь к раскаленному металлу, но я залипал бы около этой «карусели» максимально долго.

Стальные шары подаются через воздушное охлаждение. Далее их ждет закалочное устройство, где они охлаждаются до определенной температуры конца закалки шара.
Теперь им предстоит попасть в печь низкотемпературного отпуска, для снятия напряжения в закалочном устройстве.
Впереди визуальный контроль. Сотрудник осматривает шары, и если видит брак — удаляет его с ленты
Остается только все погрузить и отправить на склад.

Так что если вы услышали дома шум от соседей, то или виновата арматура в полу или у них откуда-то стальные мелющие шары :)

Вот такая небольшая познавательная экскурсия получилась в один из цехов Северстали.
Впереди нас ждет агрегат полимерных покрытий металла и цех с высокопрочной оцинковкой. Так что как принято говорить на ютубе — лайк, подписка и до встречи в ближайшие дни!



